
Dnes prejdeme do vzdialeného Barnaulu do klenotníckej dielne, kde vám Timothy čo najpodrobnejšie ukáže, ako bola pre kanál AlexGyver vytvorená špeciálna fanúšiková verzia prsteňa.

Najbežnejšou výrobnou metódou v kolenných šperkoch je odlievanie voskov. príslušne model najprv vyrobený z vosku, takzvaného vosku, a potom je z neho vyrobená forma. Na výrobu voskov sa používal zakúpený šperkový vosk na modelovanie. Je vhodnejšie začať pracovať s kusmi vosku, ktorý môže byť vyrobený z kruhu získaného naliatím vosku na vrstvu fólie.

Vosk s spájkou sa nanáša na kovový prst s priemerom potrebným pre prsteň. Prst je zabalený vo fólii pre ľahšie odstránenie vosku v budúcnosti.
Na rezanie voskov sa používajú rezáky, v Timoteji sú vyrobené doma. Široká a plochá na odstránenie veľkého množstva materiálu a vytvorenie tvaru, ihla na jemné práce a gravírovanie a rúrková rezacia lyžica na univerzálnu prácu a nanášanie vosku, čo bude zobrazené neskôr.


Postup spracovania obrobkov je nasledujúci: Najskôr odstráňte nadbytočnú hrúbku vosku. Čipy sa použijú na ďalšie modelovanie, kde sa bude model budovať. A potom začína samotný rezbársky vosk, značenie písmen a vzoru. Ako viete, jedná sa o umenie, a ak sa vám to nedá, žiadne pokyny vám nepomôžu. Vstrekovanie a modelovanie je kreatívny proces, ale v dobe moderných technológií je možné túto fázu preskočiť tlačením modelov na 3D tlačiarni.



Po označení obrázka a písmen sa čiary postupne prehlbujú a prebytočné úlomky sa odstránia z pozadia. A po neurčitom čase sa model podobá tomu, čo ste videli na prste autora kanála AlexGyver. Potom sa odstráni železný prst, tiež fólia. Nasleduje voliteľný postup na vybratie formy z modelu. Forma umožňuje rýchlo vyrobiť vosk a replikovať model, napríklad pre fanúšikov. Ale zároveň, aj pri výrobe jedného produktu, jeden vosk poskytuje jednu formu, a tak, aby ste ju nezatáčali, môžete urobiť dojem aj pre prípad, že sa tak uloží do hry alebo programu.
Model sa naleje tekutou gumou, napríklad PentElast-718, ktorá pôsobí ako epoxid a vytvrdzuje pridaním katalyzátora. Forma na vytvorenie dojmu je vyrobená z plastelíny. Aby sa zlepšil prenos malých častí, vosk je tiež opatrne potiahnutý gumou a potom ponorený do formy. Po vytvrdnutí je odtlačok očistený a všetko je rozobrané, odtlačok je odrezaný.



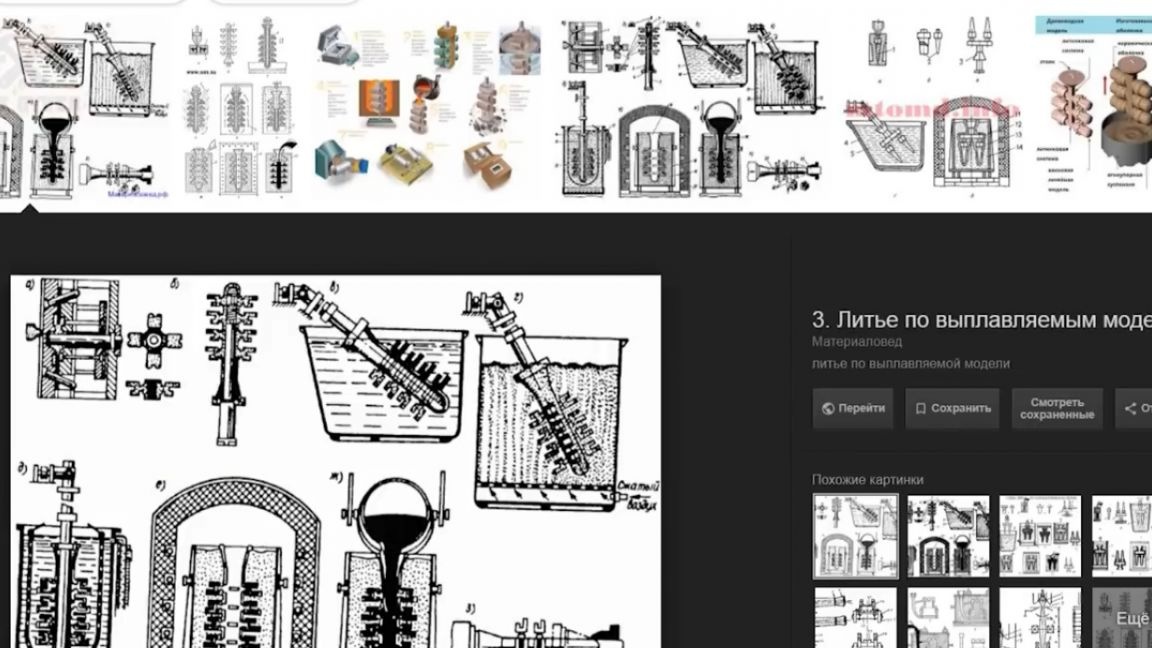
Teraz môže byť vosk znovu naliaty do formy, priamo roztavený a valcovaný pomocou spájkovačky. Získate ďalší model, ktorý si samozrejme vyžaduje trochu vylepšenia, ale v každom prípade je to stokrát rýchlejšie ako rezanie nového. Mimochodom, kópia získaná z formy sa použije na výrobu kovového prstenca. Začína sa príprava formy. Šablóna je pripevnená na kúsky drôtu cez hemisféru mäkkého vosku alebo plastelíny. Neskôr sa vo forme stanú kanálmi pre kovové brány. V prípade tohto krúžku by nemali mať priemer viac ako 1,5 mm. Odlievanie je zdĺhavý a energeticky náročný proces, preto sa naleje niekoľko foriem naraz a do každého z niekoľkých modelov.



Z misky s roztaveným voskom sa vosk rozprestiera na výlevkách, aby ich spojil. To je nevyhnutné na zaistenie správneho toku a kryštalizácie naparovaného kovu. Nasleduje proces tvarovania (alebo formovania). Výsledný zlievárenský strom musí byť umytý z nečistôt a mastnoty a upevnený v oceľovej rúre, kde bude vyplnený žiaruvzdornou sadrovou hmotou. Rúra je rám, nazýva sa banka.
Modely sa premyjú tinktúrou hloh, mydlom a potom čistou vodou. Steny rúrok stúpajú pomocou maskovacej pásky. Omietka sa chová v súlade s pokynmi.
Nestačí len vyplniť ho, musíte z neho úplne odstrániť všetky bubliny, inak ich roztavený kov zaplní a produkt sa potom pokryje partiou malých guličiek, ktoré nebude možné odstrániť všade a poškodí sa obrázok na modeli.

Čerpadlo prečerpáva vzduch z kapoty a doska vibruje excentrom z motora. Takto sú všetky bubliny vyrazené a vyfúknuté zo sadry. Sadra sa mieša v čase, pretože proces je prísne obmedzený. Náplasť nie je iba špina, ktorá zaschne. Pri hnetení je tekutá a nalieva sa ako kefír, ale po 8 až 10 minútach stvrdne, pretože v nej dochádza k chemickej reakcii. Ak ho v tomto stave zmiešate ďalej, vo všeobecnosti zostane kaša navždy.
Vo vákuu sa sadrový výpar vyvíja. Najskôr sa samotná várka evakuuje, potom sa naleje do baniek a opäť sa vákuovo. Toto všetko je potrebné urobiť do 8 minút. V banke sadra opäť vrie a stúpa, a preto potrebujeme lepiacu pásku. Banka sa naleje na vrch a sadra môže začať vytekať. Hodinu alebo dve po formovaní je sadra už pevná, dá sa mechanicky spracovať.
Fľaše sú potlačené, lepiaca páska je odstránená, dodávka je z plastelíny a drôt je vytiahnutý. Tým sa otvoria lúče vedúce k modelu. Šablóny už splnili svoje poslanie a odovzdali svoju formu omietke. To je všetko, nedá sa otočiť, voskový model sa zmenil na voskovú kaluže, teraz musíte z formulárov odstrániť vodu, je tu takmer tretina hmotnosti.
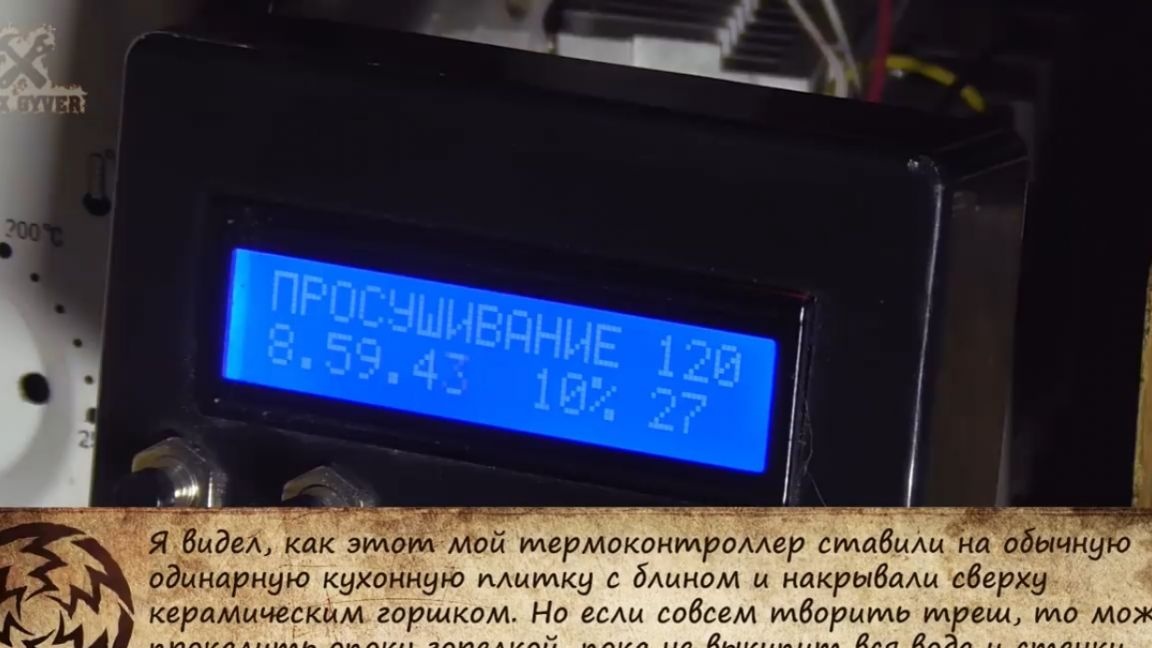
Formy sú teraz super surové, je potrebné ich nielen vysušiť, ale aj kalcinovať, aby všetka voda vychádzala zo kryštálovej mriežky zo sadry. Na tento účel by mala pec postupne zvyšovať teplotu na 730 - 750 stupňov a potom ju pred odliatím mierne znížiť. Robí sa to pomocou regulátora teploty. Výpočet pod dohľadom regulátora teploty trvá 9 hodín.

Odlievanie sa bude uskutočňovať pod tlakom z zotrvačnosti a forma je upevnená v špeciálnom high-tech zariadení. Akýkoľvek strieborný šrot sa používa ako kov a je roztavený pomocou bežného horáka.
Do horúceho kovu sa pridáva bežná kyselina boritá (predávaná v lekárni). Stáva sa olejovým filmom, ktorý kryje kov a chráni ho pred oxidáciou, absorbuje trosku a čistí taveninu, všeobecne vykonáva rovnaké funkcie ako pri konvenčnom spájkovaní. Kyselina boritá mimochodom vytvára zelený plameň.


Ďalej, kvôli spoľahlivosti, je tu druhý tok - toto je tetraborát sodný (aka borax), robí všetko to isté, čo by mal robiť bežný tok.Taviaci kov sa zmieša s lúčom titánu. Mimochodom, kov sa nelieva do výtokov sám, pretože sila povrchového napätia, ktorá ho valí do ortuťovej gule, mu bráni v rozliatí do tenkej chodby odlievacieho systému. Na tento účel sa vyrábajú tenké, takže je možné kov roztaviť a pripraviť a až potom naplniť celú hmotu naraz.
Nasleduje proces vstrekovacieho liatia, pri ktorom zotrvačná sila upcháva kov vo vnútri formy. Bez ohľadu na to, ako šialene to môže vyzerať, táto metóda sa v skutočnosti praktizuje dodnes, hoci majstri častejšie uprednostňujú použitie stacionárnych karuselových inštalácií. Napríklad sú do nich naliate zubné korunky a všetci sú šťastní. Kov kryštalizuje pod tlakom - to mu dáva najlepšie vlastnosti. Ďalej je odliatok odstránený a zbavený sadry.
Pokračujeme spracovaním odliatku. Po uhryznutí alebo odrezaní vtokov musí byť odliatok horený horúco, aby sa uvoľnilo napätie v kove a aby sa forma zbavila sadzí. Po zahriatí sa odliatok ponorí do roztoku bežnej potraviny s kyselinou citrónovou z obchodu s potravinami a celá vec sa varí horákom. Keď kyselina citrónová vrie, správa sa ako skutočná kyselina - koroduje a vyplachuje prebytočný kov, striebro sa stáva bielym.

Začneme so vŕtačkou s hrubou smaragdovou handrou - 600, a my sa posúvame smerom k poklesu zrna. Na odliatku sa objavila chyba - je čas, je potrebné utesniť striebornou spájkou. Výrobok sa umiestni na žiaruvzdornú dlaždicu, miesto spájkovania pod ohňom sa pokryje roztokom rovnakého boraxu a kyseliny boritej. Tavivo vytvára biely povlak, ktorý po fúzii poskytuje čisté spájkovanie.

S tenkým vodítkom z titánu (to sa nazýva) sa zachytí a umiestni rezaný kus striebornej spájky s obsahom striebra 72%.

Potom nasleduje leštenie, aby povrch získal lesk, a potom sa uskutoční sčernenie alebo oxidácia, proces umelého starnutia v roztoku sírovej pečene.
Štipka prášku sa roztopí, kým sa nevylomí, potom sa naplní vodou a privedie sa k varu. Vo výslednom roztoku strieborné sčernenie za pár sekúnd.

Prsteň je pripravený. Takto sa pôvodný voskový model zmenil na lesklý strieborný prsteň.
Ďakujem za pozornosť. Uvidíme sa skoro!
videa: