


Majster má záujem o gravírovanie a musel si urobiť kúsky. V predaji sú rôzne kúsky, ale faktom je, že v priebehu času sú nudné a je problematické zaostriť trochu z rovnakého uhla. Potom sa pán rozhodol vyrobiť bit sám. Navyše, kúsky rôznych tvarov. Pred vykonaním bitov však majster vytvorí šablóny, pomocou ktorých bude nástroj nabrúsený.
Náradie a materiály:
-Akril;
-10 mm skrutka s maticou;
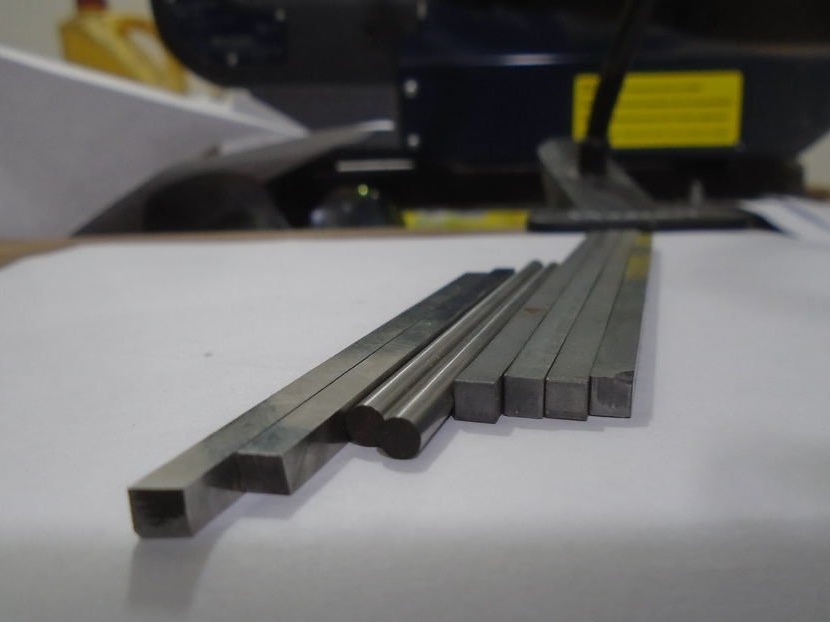
- Tyč z mäkkej ocele s priemerom ¾ ";
- pásová píla;
-Nozhovka;
-Sverla;
-Metchiki;
- súbory;
-Vŕtačka;
-USHM;
- Diamantové súbory;
- Brúsne kotúče s diamantovým povlakom;



Prvý krok: Teória
Pri výrobe bitov kapitán odporúča používať obrobky vyrobené z rýchlorezných ocelí alebo karbidu volfrámu. Rozdiel v nich je v tom, že karbid volfrámu je krehkejší, ale tiež nevyžaduje dlhšie ostrenie.
Existuje veľa rôznych vzorov bitov, rôznych tvarov a zaostrení. Sprievodca analyzuje najobľúbenejšie.
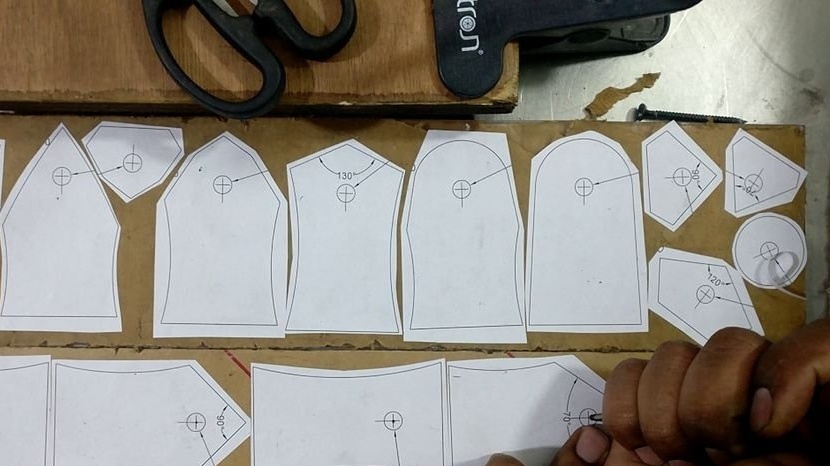
Rytiny do V-bodu majú povrch v tvare diamantu, ale s ostrejším uhlom. Používajú sa na odstránenie materiálu na pozadí, tieňovanie, orezanie okrajov a tvarov. Všetci rytci, ktorých uhly sa pohybujú od 70, 90, 96, 105, 110, 120 a 130 stupňov, sú teda zahrnuté v rytcoch v-bodu. Každý majster preferuje prácu s rôznymi rytcami, ale podľa autora je pravdepodobnosť, že sa rytiny s uhlom menším ako 90 stupňov zlomia. S týmito bitmi musíte byť trochu opatrní.
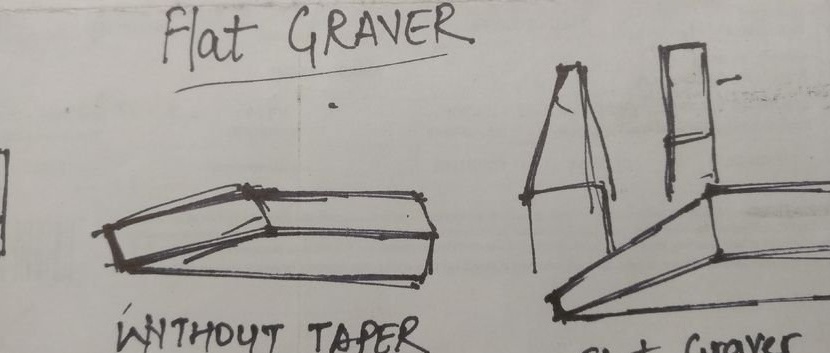
Ploché rytiny majú plochú reznú hranu s rovnobežnými alebo mierne kónickými stranami. Používajú sa na textúrovanie pozadia, rezanie nápisov a rezacích čiar rovnakej šírky. Na vykladanie sa tiež používajú ploché rezáky s mierne zahnutými stranami.
Okrúhle bity majú okrúhlu reznú hranu s rovnobežnými alebo mierne kónickými stranami. Používajú sa hlavne na rezanie hladkých kriviek pri gravírovaní alebo prenasledovaní.
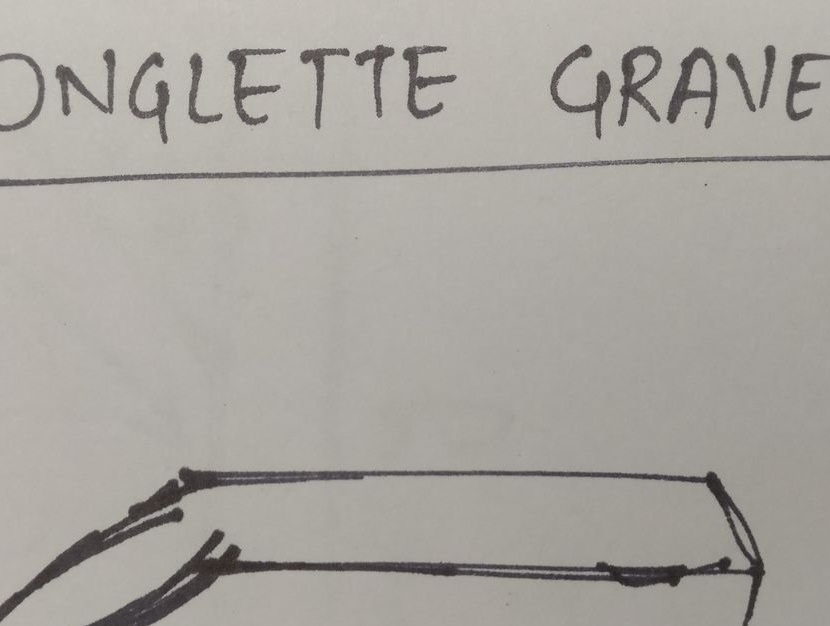
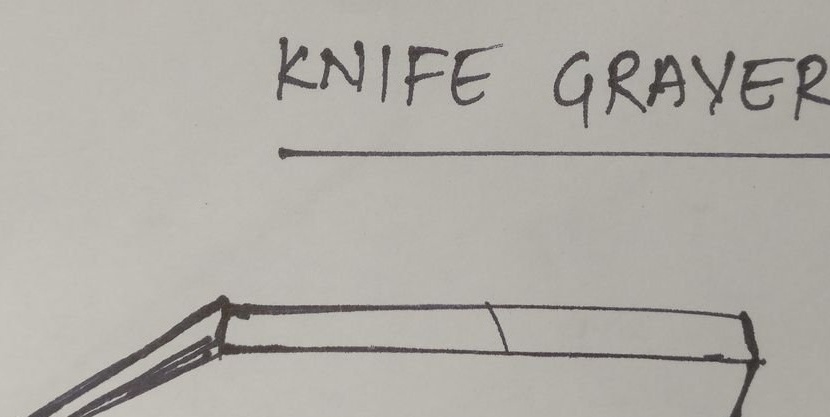
Onglette bit má ostrie, ktoré pasuje na tenké body a zakrivené strany.Používajú sa na tvrdenie kameňa, rytie, písanie a vloženie. Ideálne na rezanie hladkých kriviek a jemných čiar.
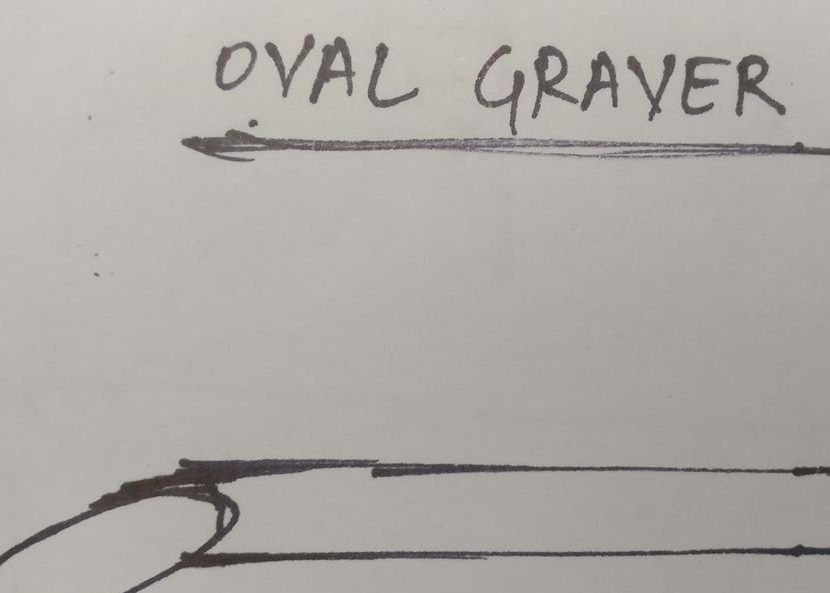
Oválne rytce majú oválny tvar so zakriveným ostrím. Sú užitočné pre zatienenie zakrivených povrchov, hlboké rezanie a pre niektoré štýly písma.
Trojuholníkové bity majú priame strany, ktoré sa zužujú do veľmi ostrého bodu. Vytvárajú hlboké, úzke rezy, vďaka ktorým sú ideálne na gravírovanie tenkých čiar a na odstránenie prebytočného kovu.


Gravírovanie kovov sa vykonáva ručne pomocou netopiera a kladiva alebo pomocou rytca.
Pri výbere bitov sú dôležité aj nasledujúce parametre.
Dĺžka rytca. Pri ručnom gravírovaní by mali byť bity dlhé, berúc do úvahy pridržanie ruky a použitie kladiva.
Uhol zaostrenia zvyčajne 30 - 60 stupňov (okrem bitov v bode V).
Krok dva: Šablóna
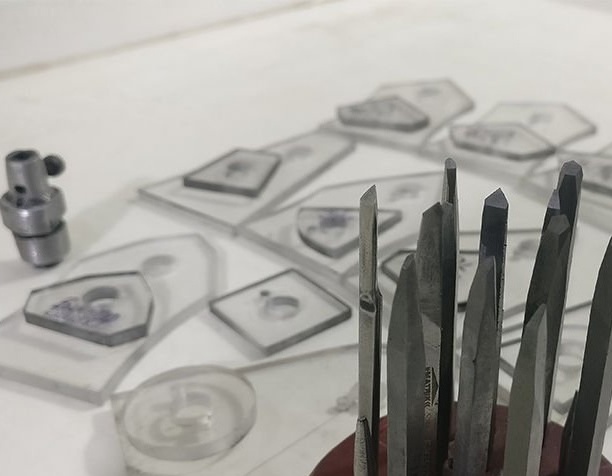
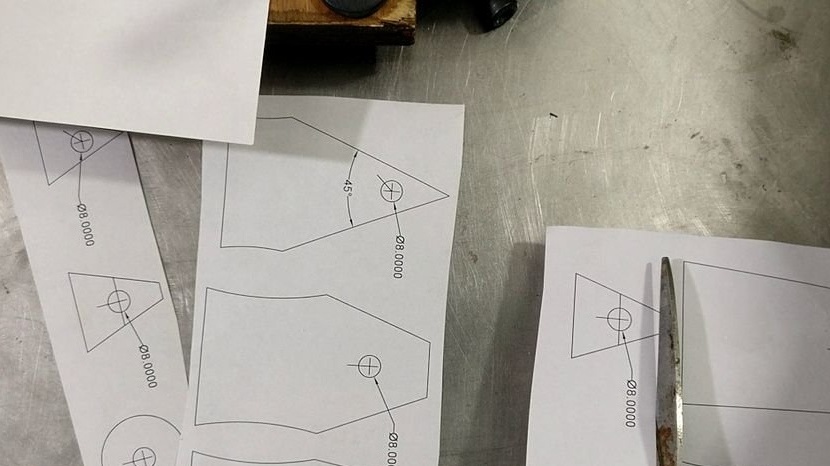
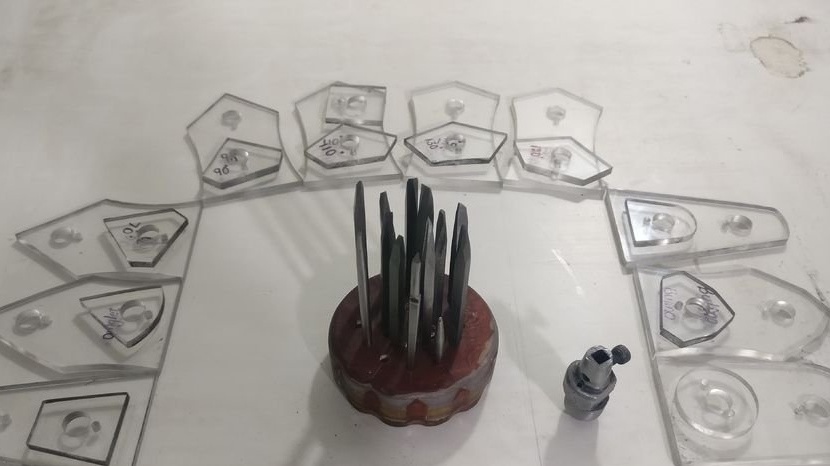
Majster podľa svojich potrieb vytvára šablóny, ktoré potrebuje. Pri použití šablón budú bity naostrené v určitom uhle. Pri výpočte uhlov šablóny sa musí brať do úvahy hrúbka brúsnej platne potiahnutej diamantom.


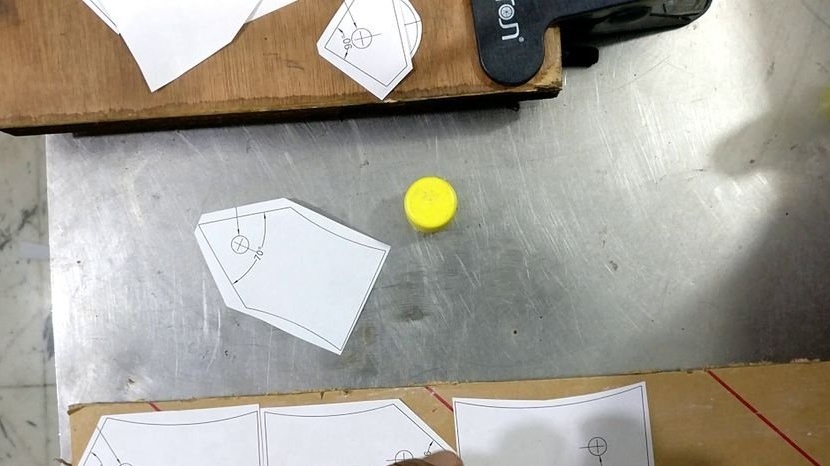
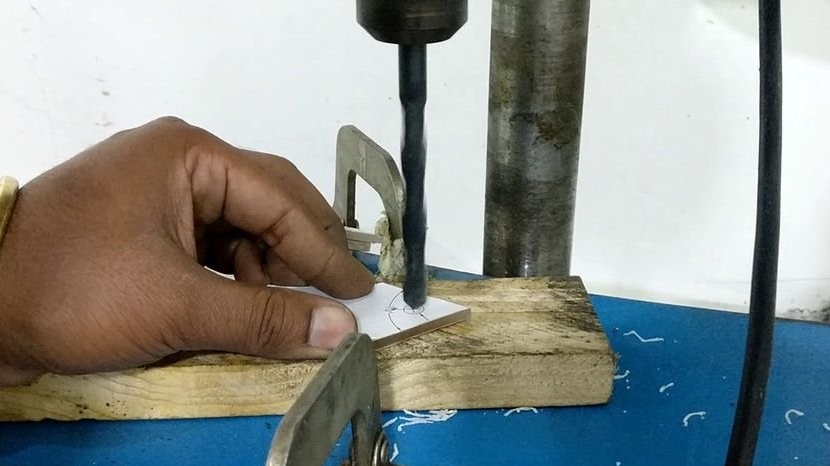
Vytlačí výkresy šablón na papier a vystrihne sa.

Lepí vzory na akrylát.
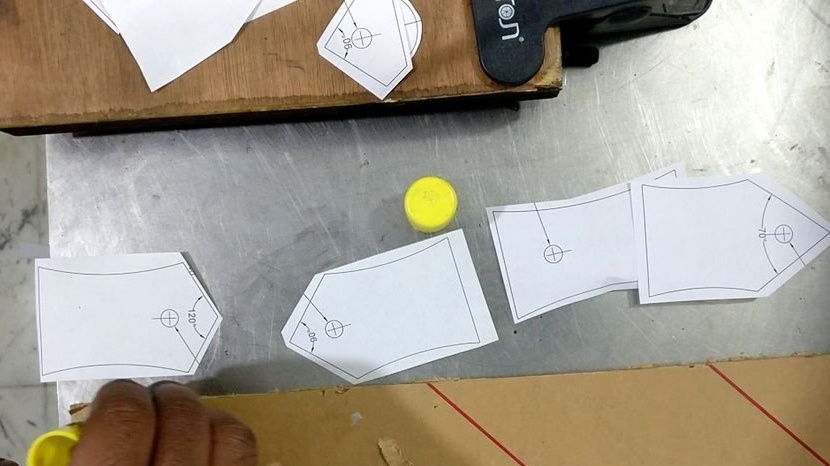


Zreže vzory, leští konce.



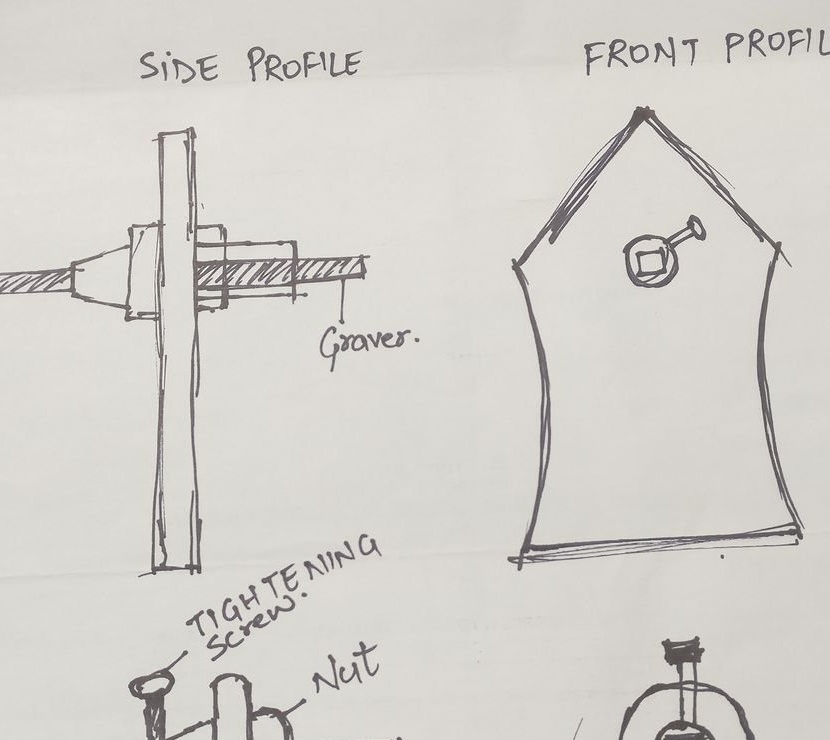
Krok tretí: Držiak bitov
Majster vyrobil držiak z kovového valcového prírezu. Rezané na mieru.

Označí a vyvŕta otvor v strede koncovej časti. Zreže vlákno.







Utiahne skrutku. V strede skrutky sa vyvŕta priechodný otvor. Z druhého konca držiaka vytvorí pilník štvorcový otvor z guľatého otvoru. Na bočnom povrchu držiaka vyvŕtajte otvory do vnútorného otvoru. Zreže vlákno. Tŕň sa zasunie do otvoru od konca a pripevní sa skrutkou na jeho strane.






Potom majster brúsi držiak a zmenšuje jeho veľkosť.

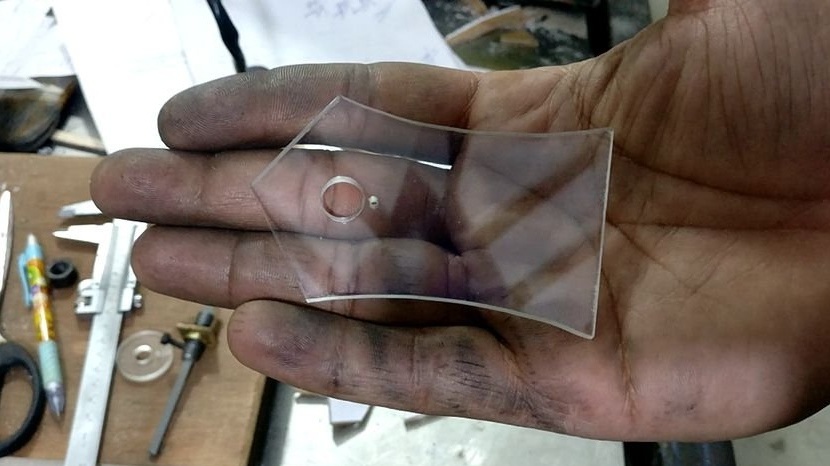
Každá akrylová šablóna má dva otvory. Jeden otvor na pripevnenie držiaka, druhý na pripevnenie šablóny na držiaky. Master vyvŕta dieru na držiaku a odreže vlákno.







Krok 4: Slúchadlo
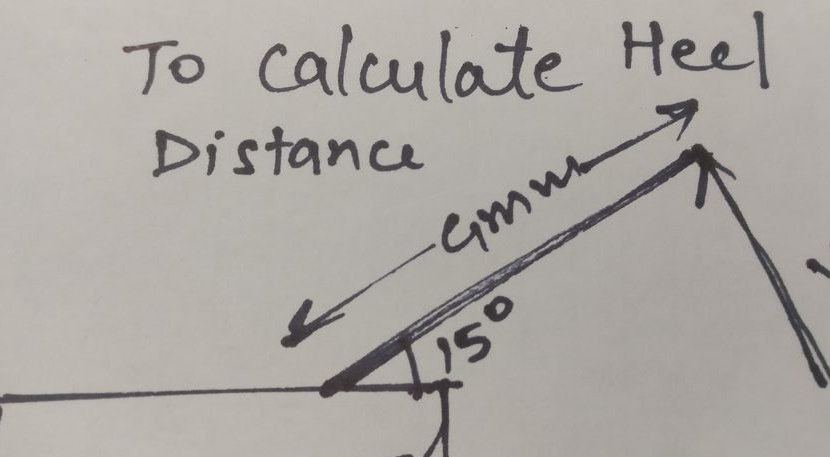
Aby sa zachoval uhol počas ostrenia, vzdialenosť od šablóny k okraju vrtáka by mala byť 50 mm. Aby sa pravítko nepoužívalo zakaždým, odrezáva sa odmerka 5 cm dlhá skúmavka na odmeranie.




Krok 5: medzery pre kúsky
Rezy bitov obrobku na požadovanú veľkosť. Leštidlá.






Krok 6: Zaostrenie bitov
Na ostrenie je vrták nainštalovaný v držiaku, šablóna je nainštalovaná na držiaku. Ďalej, pri preklade doľava a doprava, položenom na čele vrtáka na diamantovej doske a vzorom na povrchu stola, je vrták nabrúsený.




Po vytvorení pracovnej časti vrtáka ho master vyleští.





Teraz zostáva tvarovať zadnú časť vrtáka a inštalovať ho do držiaka rytca.


Všetko je pripravené.




Celý proces tvorby šablón, držiakov a bitov je možné vidieť na videu.