Toto je návod na vytvorenie jednoduchých svoriek na pridržanie frézovacieho zveráka na frézovacom stole.
Frézovací zverák zobrazený na vyššie uvedenej fotografii predstavuje možnosť nákupu, ktorú autor týchto svoriek používa vo svojej práci. Tento malý zverák je bezskrutkový nástroj so zvieracími drážkami, ktoré predáva mnoho internetových obchodov.
Krok 1: Návrh
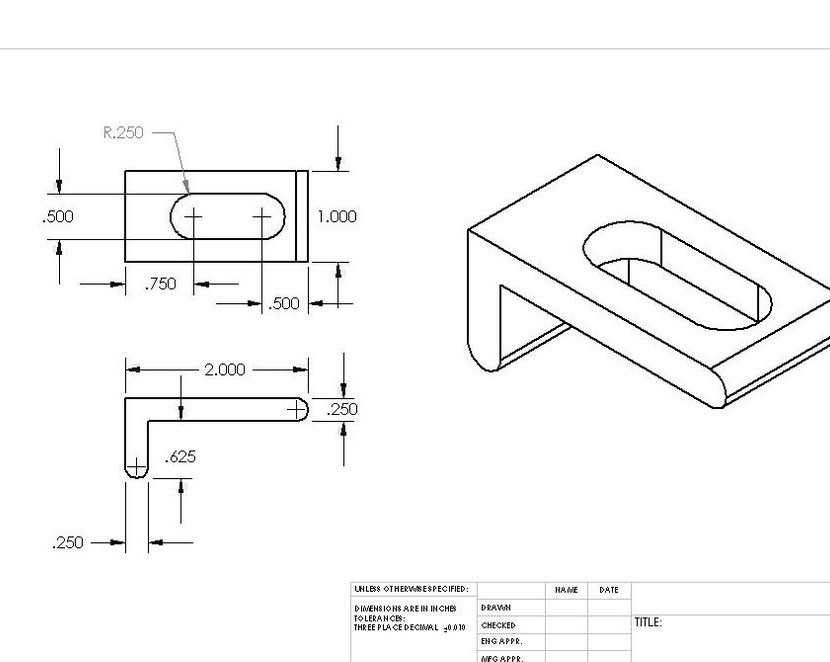
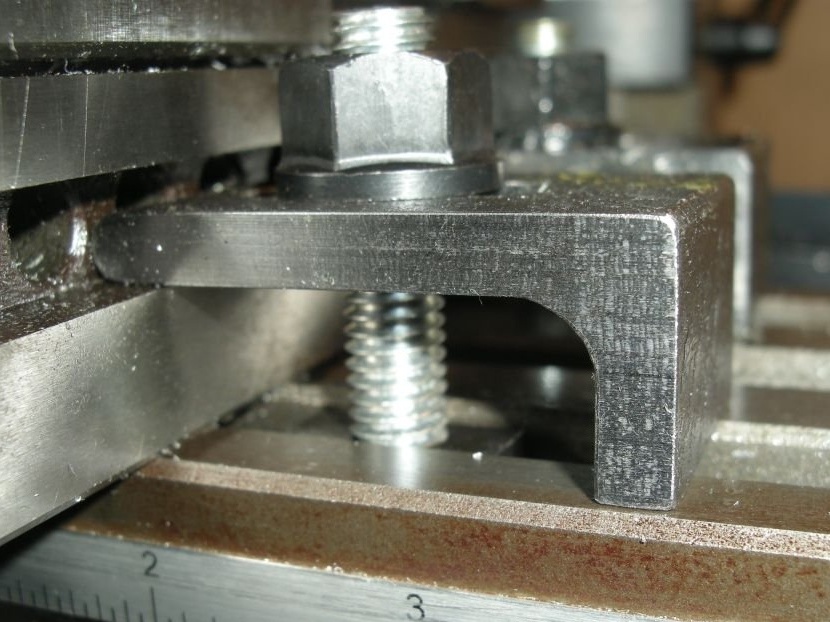
Spodná plocha zvieracej drážky zveráka je približne 14 mm nad stolom a horná plocha zvieracej drážky je približne 7 mm nad spodným povrchom.
Autor robí svorky - zverák, podobne ako väčšina majstrov, z nejakého kovového šrotu. Hrúbka pažby 6 mm. Každá strana má dĺžku asi 50 mm (od vonkajšieho rohu po okraj „chodidla“).
Ďalšími materiálmi, ktoré budú potrebné pri výrobe svoriek, sú matica tvaru T, matica príruby a svorník, dlhá asi 50 mm so závitom 9 mm.
prílohy:
železná svorka
Krok 2: Hrubé železo



Použitím brúsneho rezného kotúča na uhlovej brúske autor odrezal roh správnej veľkosti. Nakrájal sa dobre, ale veľmi zahrieval, a preto roztavil plastovú časť stola ...
V každom prípade sa autorovi podarilo odrezať kúsok asi 25 mm široký od rohu železa. Presná veľkosť nie je príliš dôležitá.
Potom odrezal malú časť jednej dlhej „nohy“ tohto rohu. Z výsledného rohu sa vytvorí svorka. Autor sa naučil lekciu s brúskou a plastovým stolom a urobil tento rez pílkou na kov.
Krok 3: Vyčistite dlhé okraje

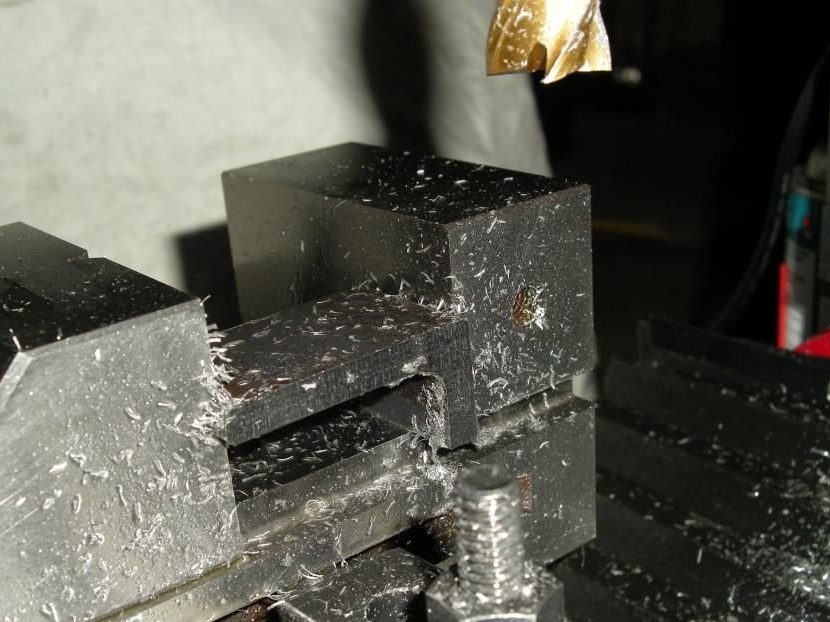

Autor nainštaloval železný roh do frézovacieho zveráka a frézoval hladké hrany po celej dĺžke, úhľadne a rovnomerne (a dokonca trochu malej veľkosti, hoci toto meranie nie je príliš dôležité).
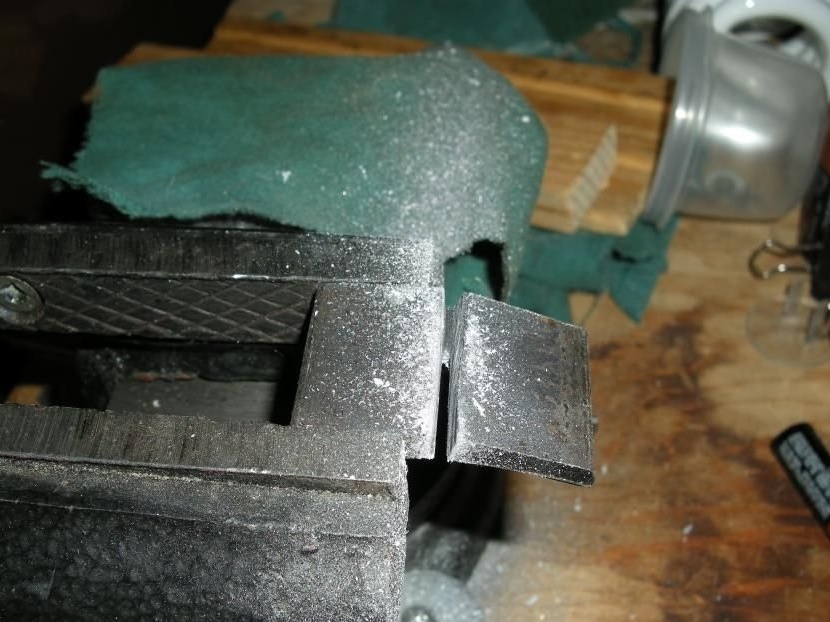
Obrázky znázorňujú inštaláciu zveráka na frézovanie dvoch koncov rohu. Zaoblený dlhý koniec rohu zapadá do horizontálnej drážky tvaru V v pohyblivej čeľusti zveráka. Hrana, ktorú frézuje, vystrčí 6 mm. od okraja zveráka. Táto inštalácia bola celkom bezpečná.
Autor vizuálne vyhodnotil obrobok, aby našiel miesto v rohu, ktorý najviac vyčnieval, autor sa v tomto bode opatrne dotkol frézy. Potom začal robiť priechody na rezanie kovu v smere osi Y, spredu dozadu, takže každý priechod bol uskutočňovaný v obvyklom mlecom režime (teraz sa pri zdvíhaní vyhýba frézovaniu). Každý priechod sa vyčistil asi 0,25 mm. materiál na vyčnievajúcich častiach obrobku. Nakoniec odrezal celú plochu obrobku a potom urobil konečný rez 0,125 mm. V tomto rohu bolo dokončené frézovanie.
Použil 19-kanálový 4-kanálový frézovací stroj, otáčajúci sa rýchlosťou asi 800 ot / min. Rýchlosť posuvu bola pravdepodobne okolo 5 alebo 7 za minútu. Hĺbka rezu (každá rez) bola asi 0,25 mm. Niekedy autor pri striekaní striekal WD-40 na rezačku a obrobok.
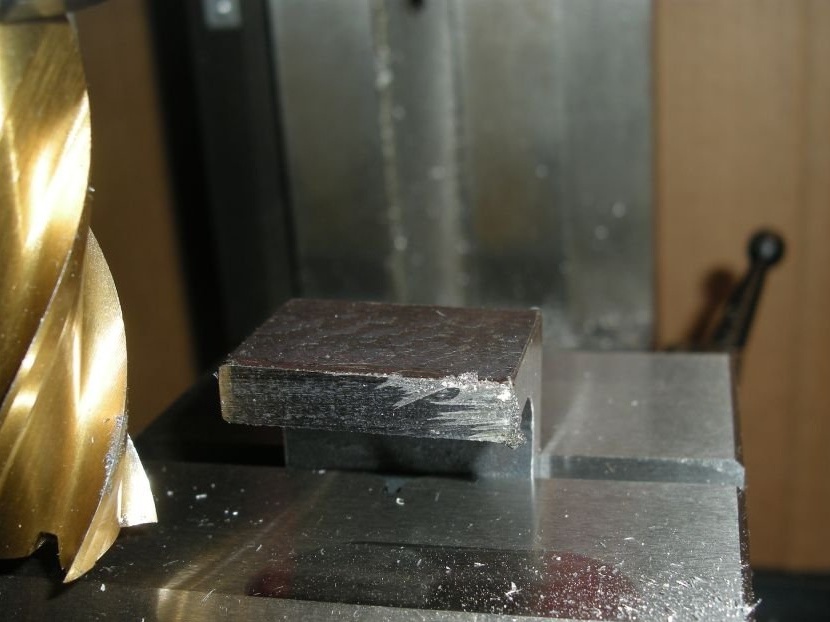
Aby sa vyfrézovala druhá dlhá strana, autor otočil polotovar hore nohami (ako je zobrazené na druhom obrázku). Toto umožňuje umiestnenie V-drážky vo zveráku a dĺžka krátkej police.
Krok 4: Frézujte koniec police s krátkym rohom

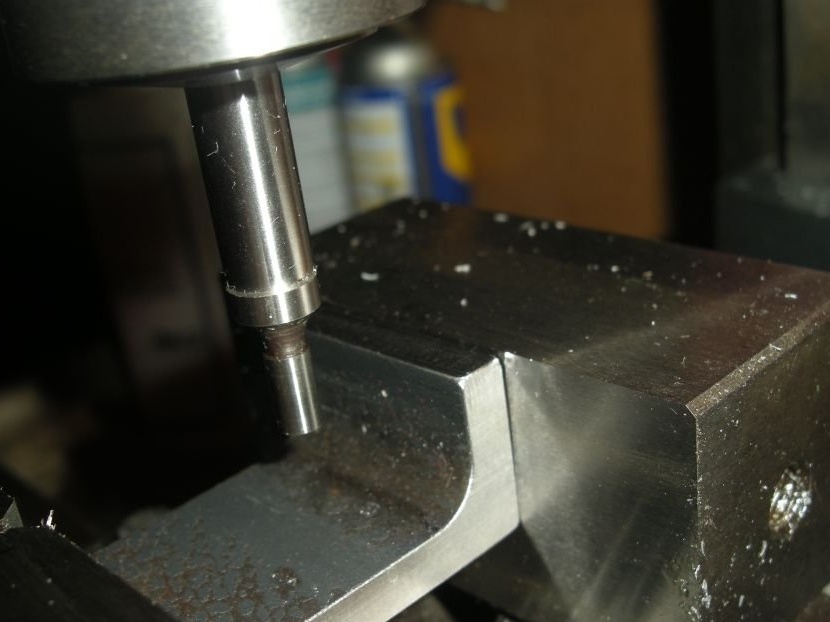
Potom autor frézoval krátku časť budúcej svorky, časť, ktorá spočíva na frézovacom stole. Táto operácia pomohla vyčistiť nosnú časť rohu a tým nastaviť pracovnú výšku svorky. Toto je možno najdôležitejší rozmer, ale aj tu je priestor na určitú korekciu.
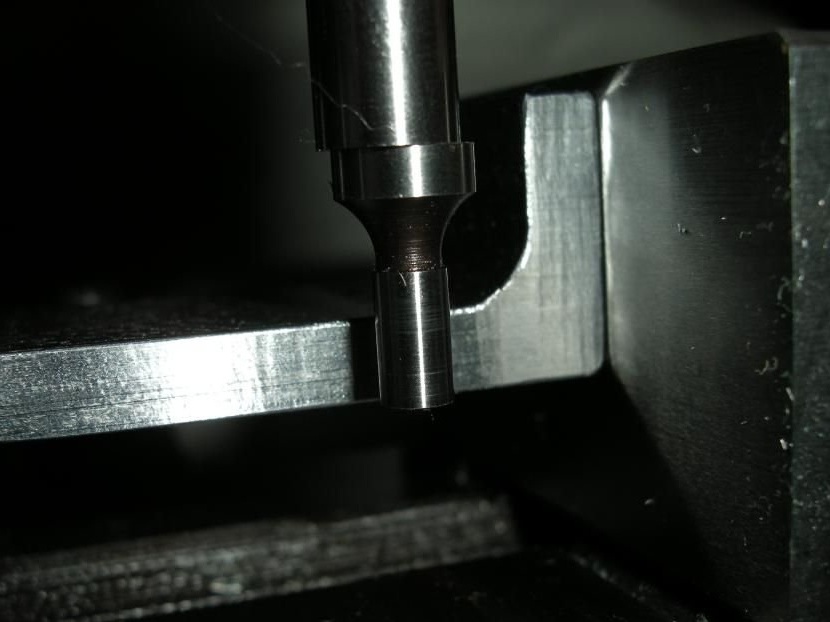
Autor zovrel „dlhú policu rohu“ obrobku vo zveráku, snažiac sa upnúť priamu časť rohu a nie blízko rohu, kde sa hrúbka mení smerom nahor, takže roh je zosilnený. Postavil roh v strede zveráka, aby udržal rovnováhu sily a aby sa vyhnul skrúteniu pohyblivej časti zveráka.
Požadovaná dĺžka podpernej časti rohu (podľa obrázku) je 21 mm.
Najskôr zarovnal nosnú časť krátkej príruby rohu a odstránil ju pomocou frézy, rovnako ako zarovnal dlhé strany v kroku 3 (s výnimkou pohybu frézy pozdĺž osi X namiesto Y).
Akonáhle sa časť stala rovnou pozdĺž celej základne nosnej časti, autor zmeral výšku krátkej police pomocou posuvného strmeňa, ktorý predtým utrel podporné povrchy handrou, aby čipy nezmenili hodnoty. Toto meranie ukázalo, koľko materiálu sa muselo odstrániť. Autor zastrelil materiál s prierezmi 0,25 mm, kým nedosiahol približne 0,5 mm. Potom znova zmeral a urobil malé profily, kým nedosiahol presnosť 0,125 mm. Autor sa zastavil pri týchto ukazovateľoch.
Krok 5: Frézovanie rohových častí je dokončené

Na tejto fotografii sú všetky tri plochy tejto časti vyhladené a upravené na požadovanú veľkosť.
Krok 6: Nastavenie a inštalácia súčasti na vytvorenie drážky

Autor tak urobil.
Je veľmi dobré, keď je obrobok vo zveráku približne v strede, pretože poskytuje rovnomerné zvieranie a nie krútenie silou na pohyblivú časť zveráka.
Autor chce, aby rez v tejto časti bol v strede svorky, takže zmeral skutočnú šírku svorky, určil okraj a umiestnil vreteno do stredu osi X svorky.
Tu je potrebné opraviť vedenie osi X, pretože k pohybu dôjde v osách Y a Z.
Krok 7: Nájdenie zárezu
Dotknite sa „vnútra“ rohu a nezabudnite kompenzovať polomer nástroja.
Krok 8: Vŕtanie otvorov


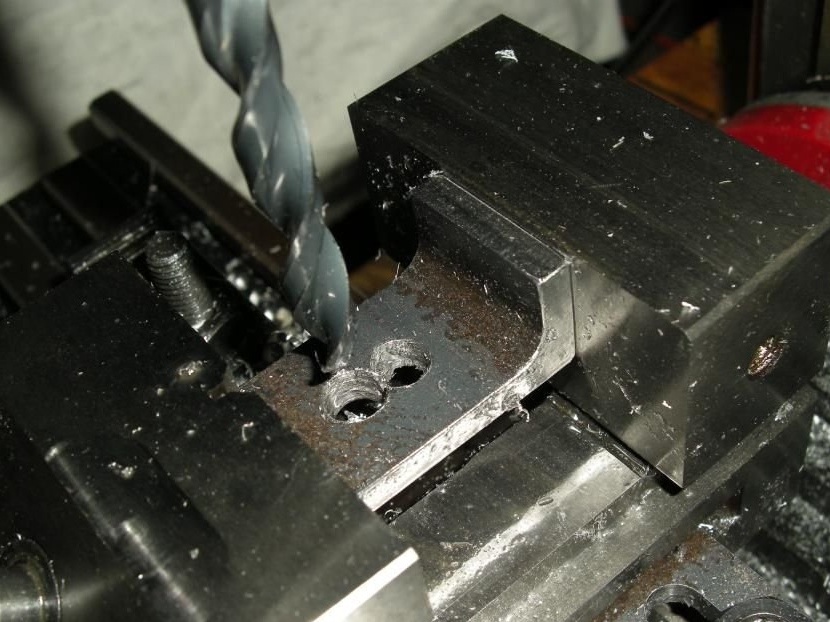
Vŕtačky sú ľahšie nabrúsiť ako mlyny, takže autor vyvŕtal diery, aby vybral väčšinu kovu do budúcej drážky. Začal malým vrtákom (asi 6 mm) pre počiatočný otvor, potom ho zväčšil na 9 mm.
Keď autor dokončil vŕtanie, boli v strede svorky tri otvory s priemerom 9 mm, ktorých strany sa jednoducho dotýkali.
Krok 9: Dokončenie tvorby drážky
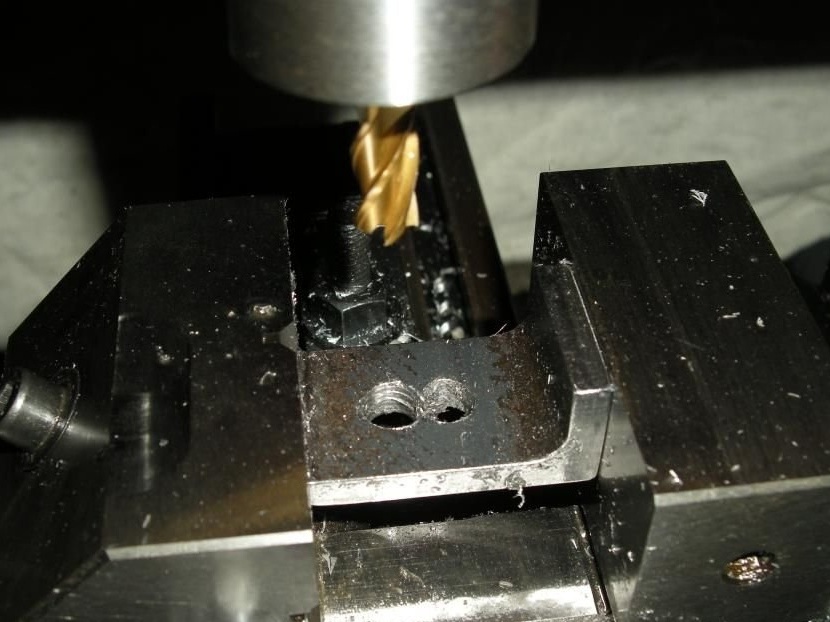
Potom autor použil rezačku s priemerom 9 mm, aby z radu otvorov urobil skutočnú drážku. Na začiatku vretena spustil rezačku (na rezanie v strede) do existujúceho otvoru na jednom konci drážky a potom ho presunul do otvoru na druhom konci. Posunul rezačku dozadu a dopredu v drážke a pre každý priechod klesol približne o 1 250 mm, až pokým nešiel celú cestu.
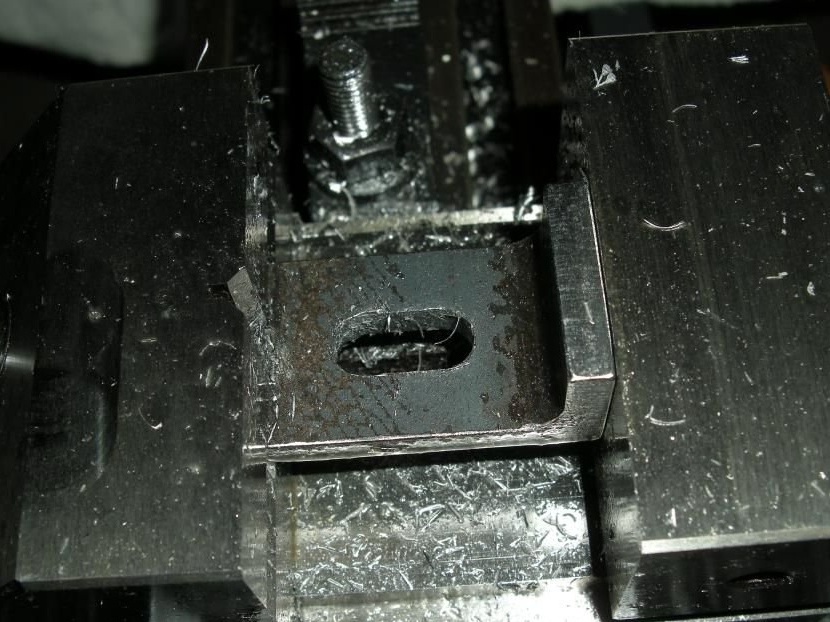
Potom rozšíril štrbinu približne o 1 250 mm, pohyboval nožom v špirále a celú stenu štrbiny rezal s hĺbkou rezu asi 0,25 mm.Orezal špirálu v smere hodinových ručičiek, aby urobil bežné frézovanie.
(Poznámka: Na fotografiách v tomto kroku autor ukazuje roh, v ktorom sa pokúsil vytvoriť kratšiu drážku s dvoma predvŕtanými otvormi. Funguje to dobre, aj keď je preferovaná dlhšia drážka.)
Krok 10: Príprava čapu


Autor kúpil kolík so závitom 9 mm.
Odrezal kúsok požadovanej dĺžky z vlásenky pomocou pílky a okraje očistil pomocou pilníka.
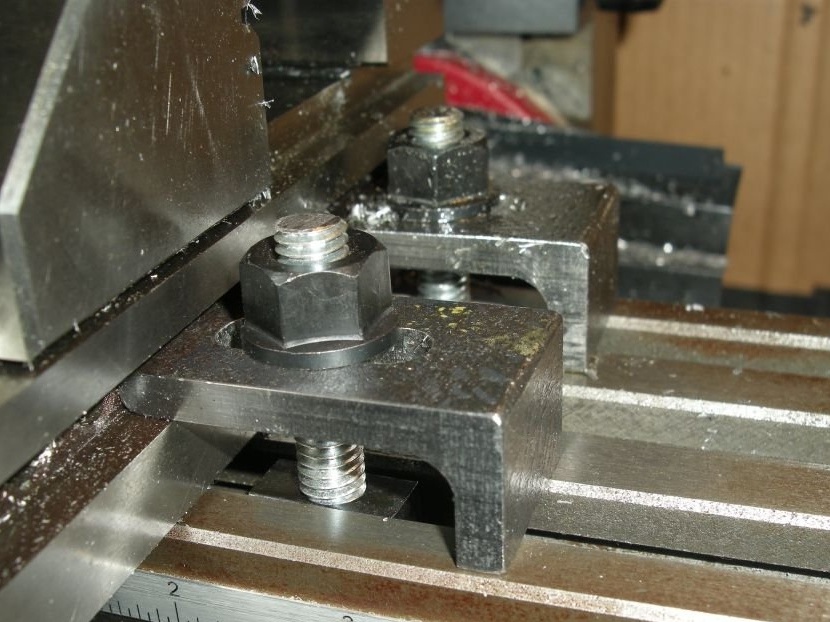
Krok 11: svorka je pripravená