
V tomto článku sa pokúsime použiť v casting. Na 3D modely vytlačené na tlačiarni nalejeme mosadz, bronz a bizmut.

Nasledujúce pokyny sú prevzaté z televízneho kanála Fiery YouTube. Najprv vyskúšajme kocky s 20 tvárami. Tieto kocky sú potrebné pri niektorých doskových hrách.
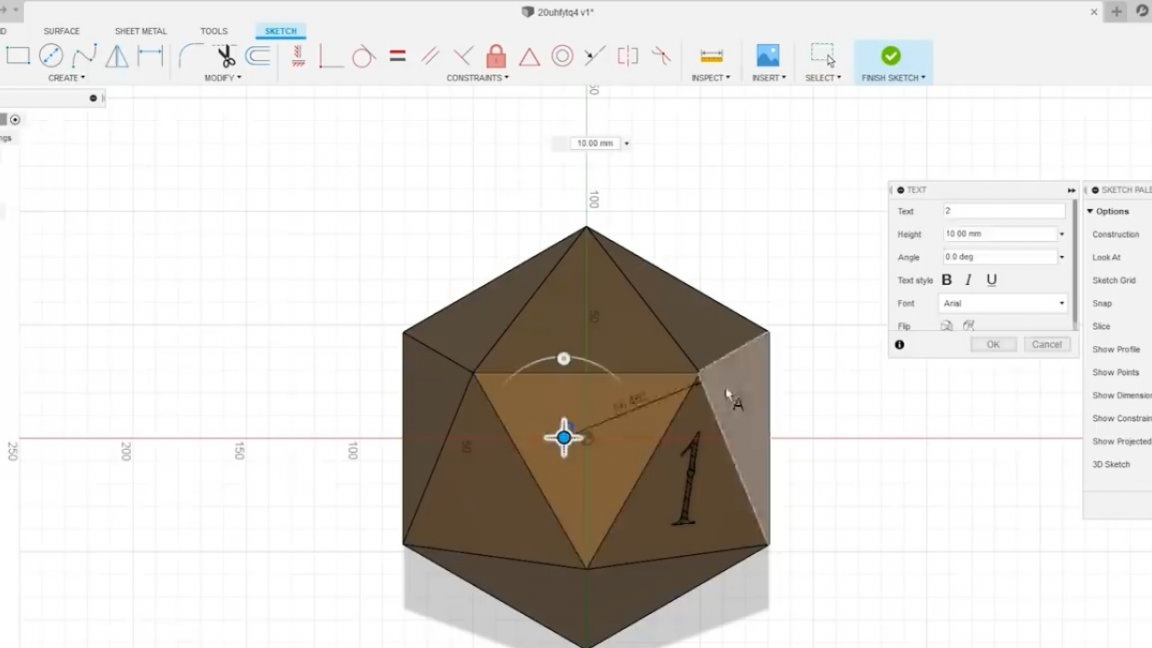
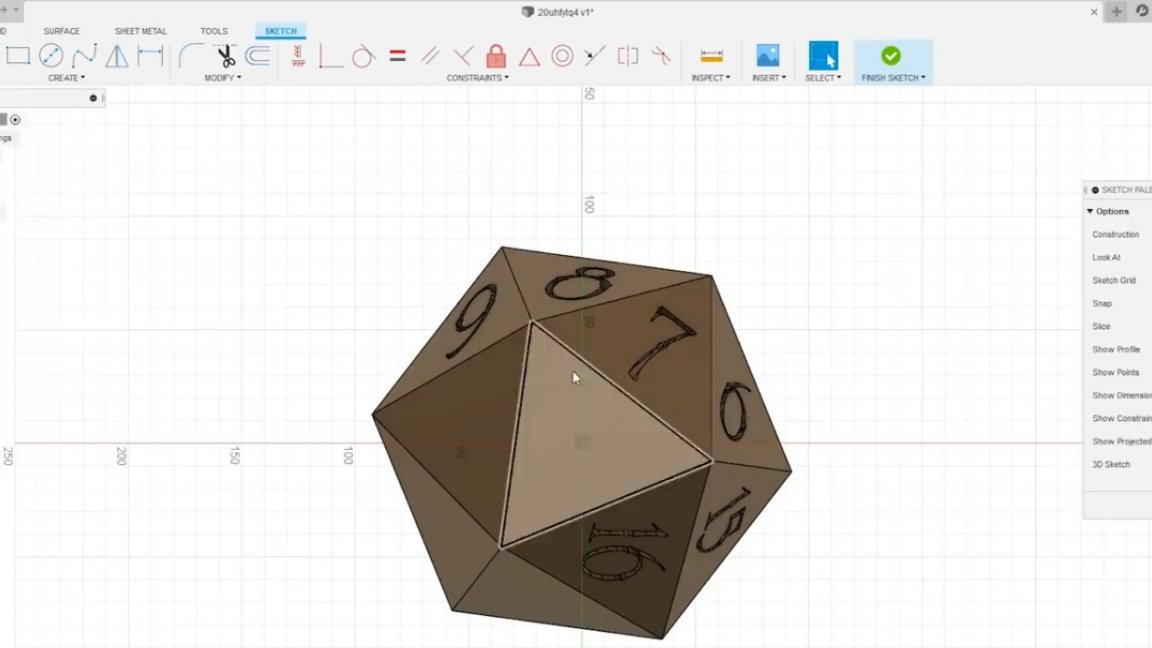
Takáto nezvyčajná forma je ideálna na testovanie technológie odlievania model Má obrovské množstvo tvárí, ktoré sú tiež umiestnené v rôznych rovinách av rôznych uhloch. A okrem vyššie uvedeného, také malé kocky zdobia malé množstvá, pre ktoré si autor vybral skôr tenké písmo. Vo všeobecnosti máme pred sebou veľa problémov a veľa konkrétnych funkcií.
Rozhodlo sa vytvoriť 3D model od nuly, aby bolo možné model opraviť podľa potreby a zároveň precvičiť 3D modelovanie.
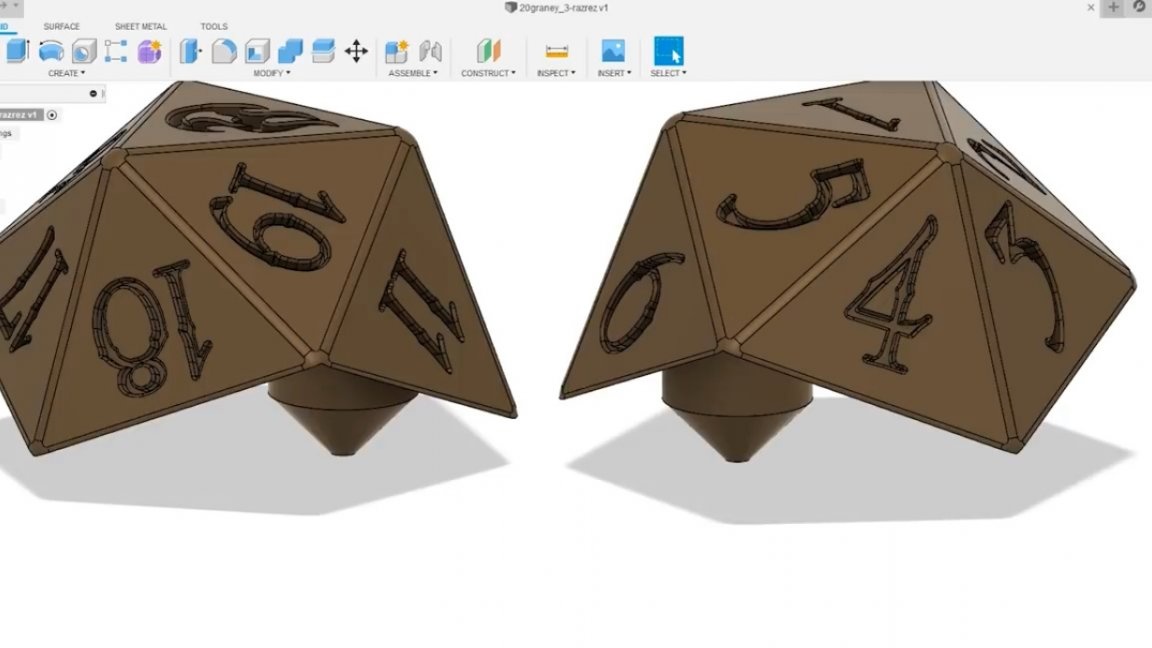
Autor vytlačil kocku s 2 polovicami a boli na to dôvody. Po prvé, nie je možné tlačiť malé časti bez fúkania, jednoducho sa prehrievajú. Po druhé, nie je možné tlačiť kocku presne tak, ako by to bolo pri použití opor, všetky povrchy, ktoré vyzerajú dolu, sa ukážu byť príliš drsné a niektoré čísla sa dokonca stanú nečitateľnými.

Ako vidíte, nakoniec sa všetko ukázalo úplne presne, všetko pasuje k sebe, nedochádza k zdeformovaniu, hrany sú rovné a čísla sú dokonale čitateľné.
Ak chce ktorýkoľvek z čitateľov tento projekt zopakovať, potom tu odkaz do priečinka modelu.
Všetko bolo vytlačené celkom dobre, s výnimkou malých kosyachki na okrajoch, ale opravíme to. Teraz je potrebné odstrániť zvyšky podpier a vyčistiť vnútornú rovinu pomocou pilníka, aby sa výsledné obrobky presne ukotvili.

Ďalej potrebujeme lepidlo. Po nalepení nožom sa zbavíme zvyškov lepidla.

Kĺb však ešte stále nie je veľmi elegantný, musí byť zakrytý. Všetky rovnaké lepidlo bude pôsobiť ako tmel. Položíme ho na kĺb a čakáme na jeho úplnú polymerizáciu.


Potom je potrebné okraje opatrne zarovnať so súborom. Vo všeobecnosti sa takáto vec stala v tejto fáze:

Povrch kocky nie je hladký a skôr drsný, musí sa vyhladiť. Ako viete, plast PLA sa rozpustí v dichlórmetáne.V čistej forme je nákup tejto látky dosť problematický, preto sa rozhodlo použiť taký odstraňovač farieb:

Ako hlavná zložka tohto produktu sa použil dichlórmetán. S mimoriadnou opatrnosťou naneste tenkú vrstvu tohto nástroja štetcom a povrch jemne vyhladte prstami.


Hlavná vec tu nie je preháňať, pretože sa musíme iba zbaviť drsnosti, aby sa silikón nelepil na plast. Nasleduje veľmi kritická fáza - je potrebné vytvoriť dojem dvojzložkovej injekčnej gumy, pričom sa musí zabezpečiť, aby spoj oboch polovíc formy prešiel pozdĺž okraja kocky.


Okamžite vytvorte kanály vtoku. Aby sme sa neobťažovali s hľadaním ďalších materiálov, vyrobíme steny formy zo sochárskej plastelíny.
Ďalej musíte povrch spracovať. Na tento účel je najlepšie použiť najbežnejšiu vazelínu, autor sa však rozhodol povrch ošetriť silikónovým mazivom, pretože sa nanášal štetcom dosť dlho.

Ďalej musíte pripraviť silikónovú gumu. Dôkladne premiešajte s tužidlom.



Po pár hodinách môžete vyplniť druhú polovicu. Vyrábame tiež steny sochárskej hliny. Ďalej použite oddeľovač, autor použil rovnaké silikónové mazivo, ale ako sa ukázalo, márne ...

Uplynulo 15 hodín a všetko nakoniec polymerizovalo. Steny z plastelíny sa dajú celkom ľahko oddeliť, ale silikónové mazivo prilepené k sebe nepomohlo. Je to škoda, ale nič sa nedá urobiť, musíte to znížiť.

Je potrebné rezať tak, aby ste získali čo najviac výčnelkov, drážok a zákrut. Jednoducho povedané, aby ste mali čo najviac nezrovnalostí.
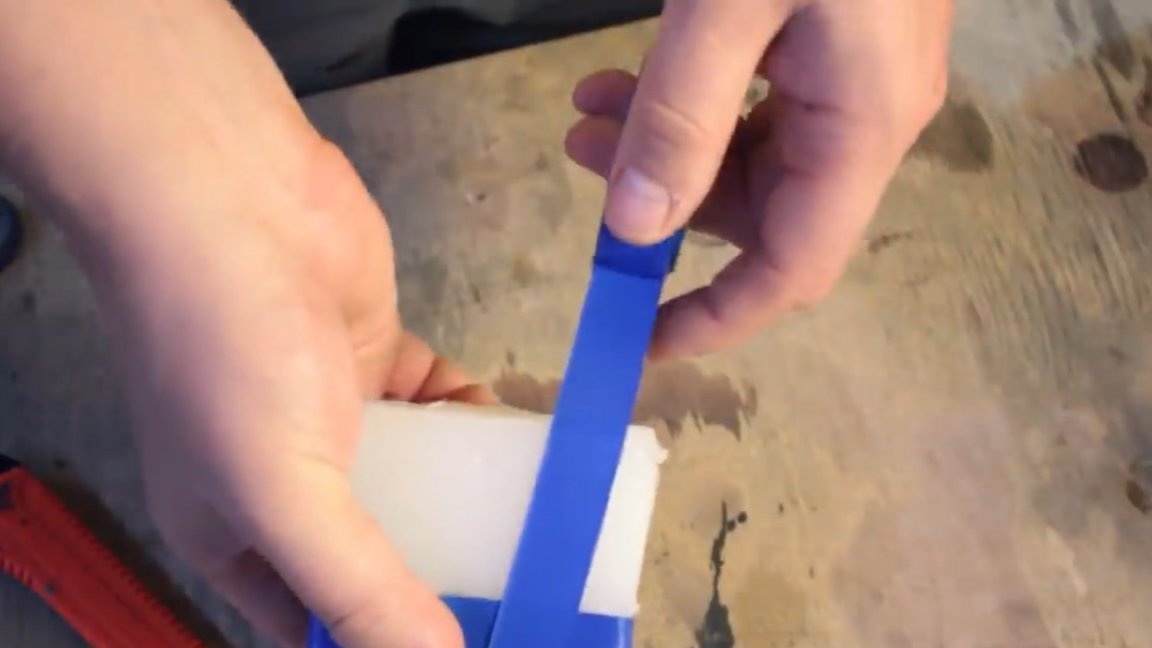
Potom polovice spojte navzájom a pripevnite gumovými pásikmi. 10 elastických pásov dokonale drží dve polovice. Autor najprv pripevnil formu elektrickou páskou, ale potom ju nahradil vyššie uvedenými elastickými pásikmi.
Ďalej musíte rozpustiť parafín. Autor používa parafínový vosk na sviečky, ktorý sa predáva priamo v obaloch.

Ale na odlievanie je stále žiaduce kúpiť ten správny parafín, ktorý sa používa v šperkoch. Takýto parafín má väčšiu pevnosť a prakticky sa nezmršťuje.

Po ochladení je potrebné model parafínu z formy odstrániť.

Zdá sa, že je všetko v poriadku, ale vtokové kanály sa okamžite prerušili. Tento parafín však nie je príliš vhodný na túto úlohu. Ďalej vyrobíme formu sadry. Nalejte sadru do pripravenej nádoby (v tomto prípade do odrezanej hliníkovej plechovky). Potom ponoríme parafínový model asi do polovice svojej výšky a čakáme, až sadra zamrzne. Potom sme spájkovali sprue kanály a model sme do konca naplnili sadrou.
Po zaschnutí sadry môžete začať odstraňovať parafín z formy. Pri zahrievaní sa parafín topí a prebytok vody začína vychádzať zo sadry.

Po odstránení všetkého parafínu ponecháme formulár na kachliach ešte niekoľko hodín, aby bol úplne suchý.

Teraz môžete pristúpiť priamo k obsadeniu. V kúsku plynového bloku urobíme priehlbinu a umiestnime do nej pohár z nerezovej ocele ako téglik.
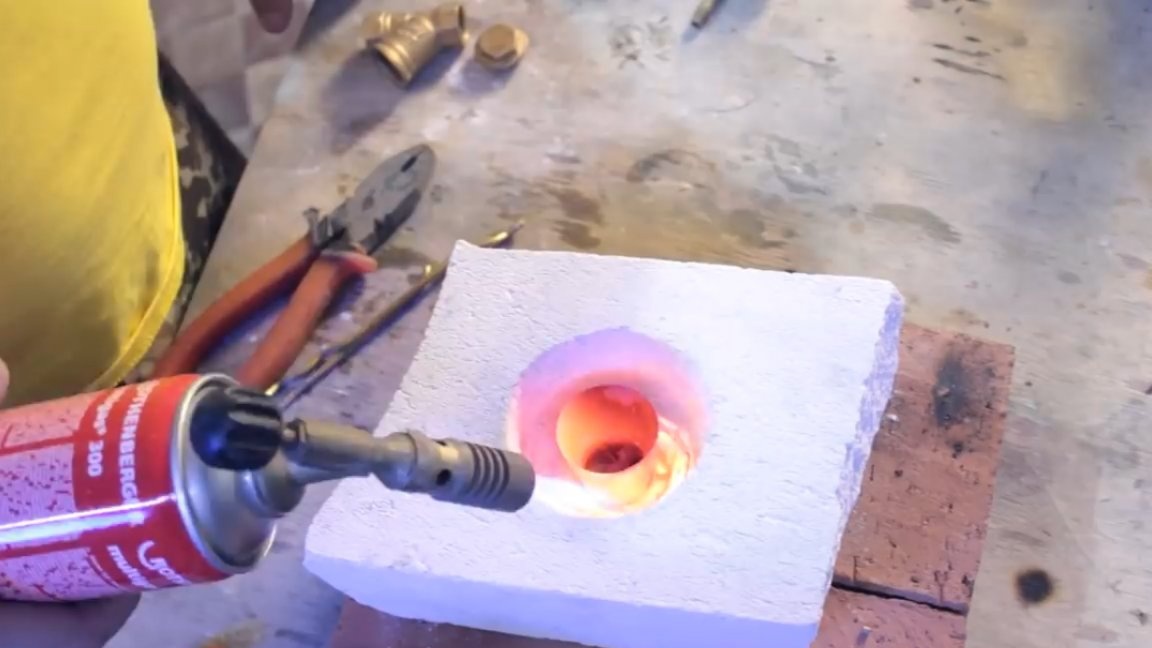
Nerezová oceľ sa zahrieva pomerne rýchlo a je celkom vhodné roztaviť v nej kovy.
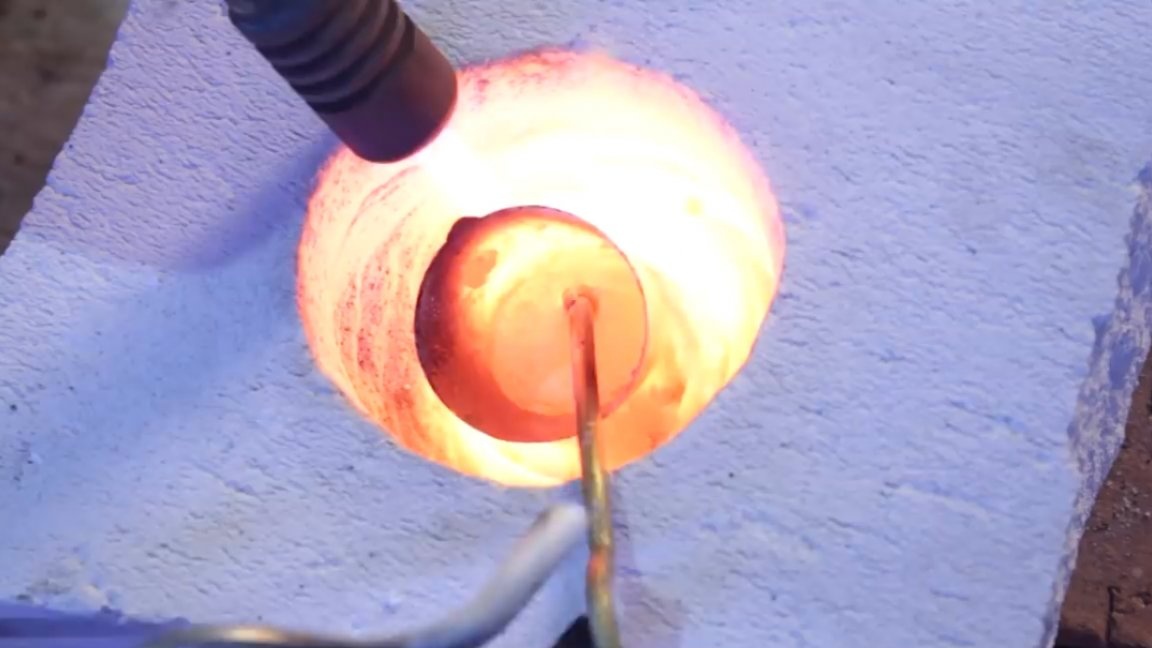
Autor sa rozhodol skúsiť roztaviť mosadz a okamžite urobiť casting. Ako suroviny boli vybrané spájkovacie tyče a puzdro starého vodného filtra. Ale kov nebol príliš tekutý, nemohol vystúpiť cez druhý kanál brány. Výsledok vo všeobecnosti nerozumel tomu, čo.


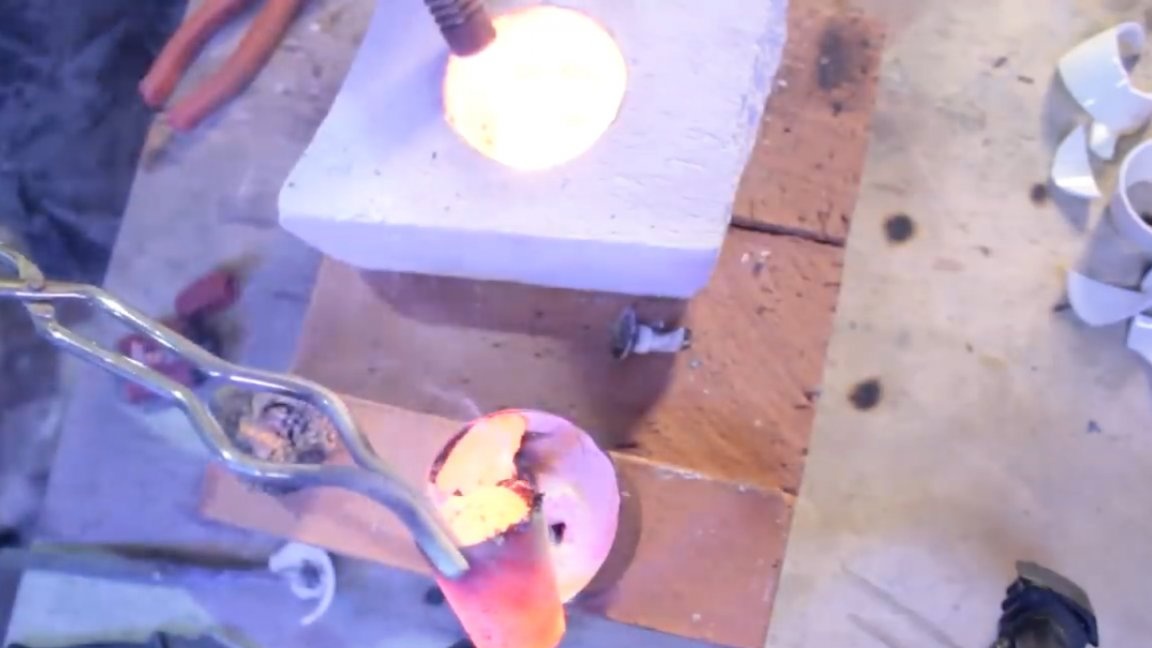
Ale musíte uznať, že je dosť ťažké uhádnuť, čo vás čaká, keď roztavíte neznámu mosadznú časť. Preto bolo rozhodnuté vyrobiť si vlastnú zliatinu na odlievanie. Má 81% medi a 19% cínu. Výsledný bronz sa vďaka vysokému obsahu cínu dobre hodí na liatie a tavenie pri teplote 880 stupňov.
Výsledná zliatina však nanešťastie nestačila na celé odlievanie. Pozrime sa však stále na výsledok.



Úplne iná záležitosť! Všetky podrobnosti sú jasne prečítané. Tvár má malú konkávnosť, je to však spôsobené ochladením parafínu. Môžete tiež vidieť malé bubliny, ktoré sú tiež spôsobené parafínom.
Nakoniec bolo rozhodnuté hodiť kocku z bizmutu. Bizmut je kov s nízkou teplotou topenia s dobrou tekutosťou.

Malý brúsny papier a plstený kruh a dostaneme nasledujúci výsledok:



Takéto odliatky sa ukázali. Samozrejme, musíte na technológii pracovať trochu viac a všetko sa ukáže oveľa lepšie. Pomocou tejto technológie môžete naliať všetko od bronzu po 3D modely vytlačené na tlačiarni. To je všetko. Ďakujem za pozornosť. Uvidíme sa skoro!
Video autora: