

V dnešnom článku sa budeme zaoberať technológiou výroby dobrého silného noža z damašskej ocele. Nôž je vytvorený v tradičnom štýle, to znamená kovaním. Tu budete potrebovať krbu, kovadliny, kladivo a veľa trpezlivosti.
Charakteristickým rysom damašskej ocele je to, že pri jej výrobe sa kovaním kombinujú rôzne druhy kovov. Najskôr sa pripravia platne, potom sa zvárajú, zahrievajú a potom sa obrobok krúti, aby sa zmiešali všetky typy kovov.
Pretože nôž môže predstavovať ohrozenie zdravia, nemal by sa dostať do rúk ľudí s nestabilnou psychikou.
Materiály a nástroje na výrobu nožov:
Z materiálov:
- oceľové plechy najmenej dvoch stupňov (je žiaduce používať oceľ s vysokým obsahom uhlíka, potom ju možno dobre kaliť. Autor použil dva druhy ocele: 1095 a 15n20);
- tok (bude potrebný bórax, je možné ho kúpiť v železiarstve);
- dlhá tyč (potrebná na zváranie obrobku na ohrev v peci);
- akékoľvek drevo na výber;
- epoxidové lepidlo (najlepšie rýchlo schne);
- mosadzné nity;
- ľanový olej alebo iná impregnácia do dreva;
- rastlinný olej na kalenie ocele;
- chlorid železitý.

Z nástrojov:
- kovadlina (výhodne skutočná veľká kovadlina. V extrémnom prípade kus koľajnice, kladivo a iné to je);
- kladivo (autor použitý s priečnym úderníkom s hmotnosťou 1,3 kg);
- zváranie (pre ňu je výhodné zvárať platne medzi sebou a upevniť tvarovky, ale ak nie, môžete použiť drôt);
- kováčska kováčska dielňa (musí mať pomerne vysokú teplotu, aby sa plachty roztavili);
- pásová brúska (môžete použiť súbor, ale bude to vyžadovať veľa sily a trpezlivosti);
- rúra (alebo iné) adaptácia na ohrievanie kovu na účely temperovania);
- vŕtačka alebo vŕtačka;
- Vise (veľmi užitočné v tomto procese.


Postup výroby noža:
Prvý krok. Zbieranie medzier
V tejto fáze autor pripravuje medzery. Dosky je potrebné odrezať na požadovanú dĺžku, pre autora je to 7,6 x 1,2 cm. Je dôležité vziať do úvahy, že čím väčší je obrobok, tým ťažšie bude kovanie noža. Predbežné miesta zvárania musia byť starostlivo očistené od hrdze a vodného kameňa. Doštičky sú naskladané striedavými kovmi.



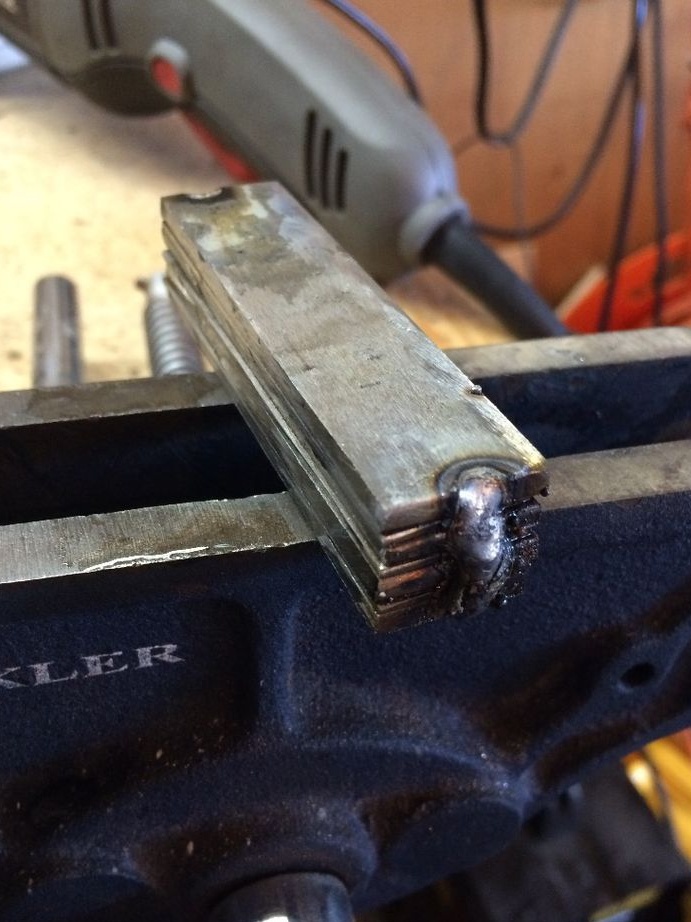
Záverom musí byť kus výstuže privarený k obrobku tak, aby mohol byť umiestnený v peci. Samozrejme namiesto zvárania výstuže je možné obrobok vytiahnuť pomocou klieští s dlhou manipuláciou.
Krok dva Obrobok posielame do pece
Teraz je obrobok podrobený prvému zahriatiu a prvému kovaniu. Horn autor vyrobený z plynovej fľaše. Vo vnútri je povrchová úprava žiaruvzdorným cementom a koolinovou vlnou. Pretože ohnisko má malú veľkosť, ľahko sa zahrieva na požadované teploty.





Kov musí byť zahriaty na čerešňovo-červenú farbu, po jeho odstránení je potrebné ho okamžite posypať hnedou farbou, aby sa odstránili usadeniny a zabránilo interakcii s kyslíkom. Obzvlášť sa musíte pokúsiť vyplniť borax medzi štrbinami platní, aby sa kov dobre premiešal a bol čo najhomogénnejší. Tento postup sa musí vykonať niekoľkokrát, v prípade potreby sa musí stupnica odstrániť.
Ďalej sa obrobok zahreje na teplotu kovania, podľa autora je to v rozmedzí 1260 - 1315 oC. Kov by mal byť jasne žltý alebo oranžový. Pred vybratím obrobku sa musíte uistiť, že už máte k dispozícii kovadlinku a kladivo, pretože kov schladzuje a nestratíte čas.
V dôsledku toho je kovaním obrobok napnutý tak, aby sa mohol ohýbať.
Krok tri Miešacia oceľ
V tomto kroku sa obrobok mnohokrát zahrieva a dáva sa kovaniu, čím viac sa to robí, tým lepšie sa kov mieša. Najskôr musí byť obrobok kovaný tak, aby sa dvakrát predĺžil. Natiahnite kov čo najrovnomernejšie. Potom sa v strede urobí zárez so sekáčom a polotovar sa zloží na polovicu. Potom sa opäť zahrieva a kuje, až kým sa obidve platne nestanú homogénnymi. Celkovo autor zložil kov štyrikrát a nakoniec dostal 112 vrstiev.
Pri viazaní viacerých vrstiev je dôležité vždy používať hnedú farbu a očistiť ju od stupnice.



Vzorec na výpočet vrstiev je nasledujúci: počiatočné množstvo * 2 v stupni počtu ohybov, t.j. 7 * 2 ^ 4 = 112).
Na konci sa obrobok opäť zahreje na teplotu kovania, vloží sa okrajom do drážky kovadliny a krúti sa vo forme špirály. Potom musí byť táto špirála opäť tvarovaná do obdĺžnikového tvaru. Na záver môžete skontrolovať, či sú vrstvy homogénne odizolovaním jednej alebo viacerých hrán obrobku.
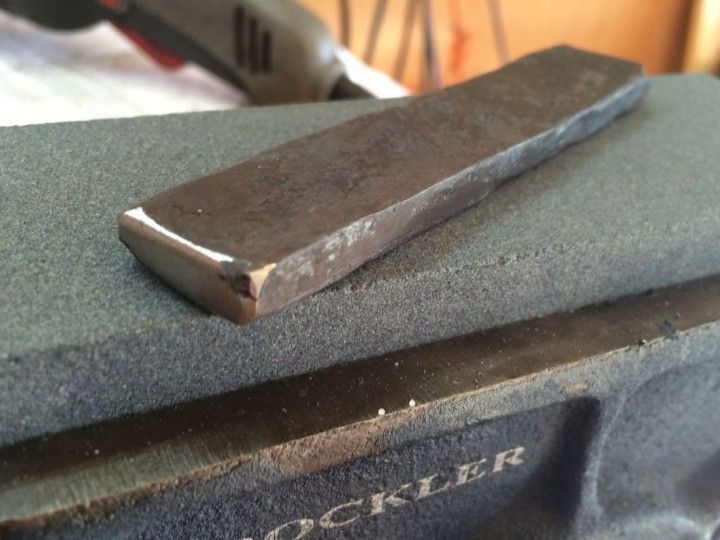
Krok štyri Kovanie hlavného profilu
V tejto fáze autor vytvára hlavný profil noža kovaním. V tejto fáze môžete tiež nastaviť skosenie noža, takže neskôr budete musieť menej pracovať na brúske alebo pilníku, čo je v druhom prípade veľmi smutné.


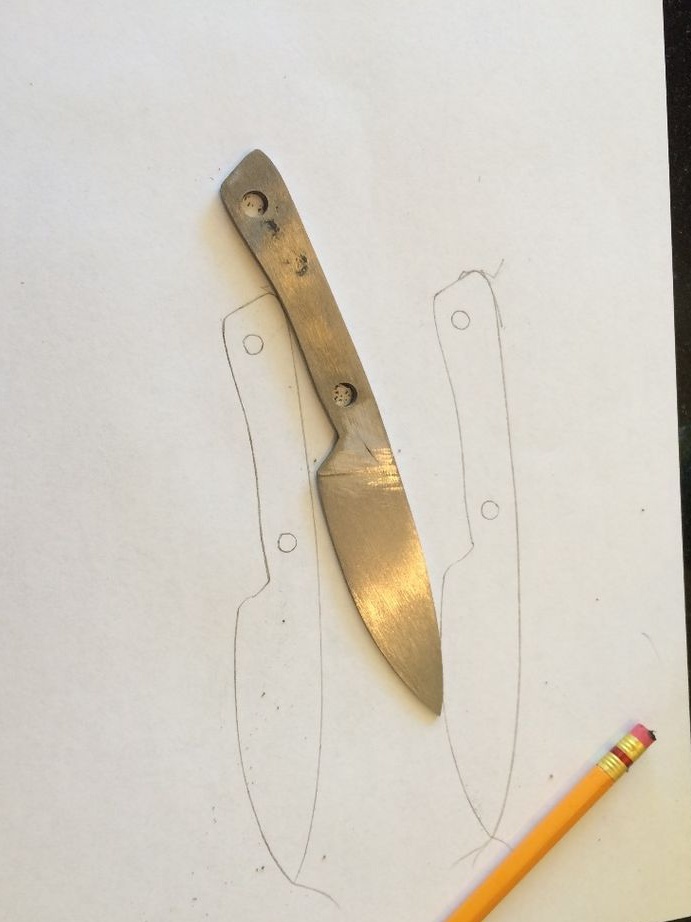
Krok 5 Brúsenie profilu
Ak nemáte brúsku, budete na dokončenie tohto kroku potrebovať veľa času a úsilia. Tu budete potrebovať spis a brúsku.








Ku koncu brúsenia vyvŕtajte otvory na zaistenie rukoväte v obrobku. Stále tu bude potrebné dokončiť niektoré detaily pomocou piliny s veľkosťou zrna 400. Nôž je tiež potrebné najprv nabrúsiť, ale nemusí byť ostrý, pretože počas kalenia sa môže zošikmiť.




Krok 6 Tvrdenie kovov
Tvrdenie je pri výrobe noža veľmi dôležitým momentom. Sila budúcej čepele závisí od nej a ak dôjde k narušeniu technológie, môže byť obrobok úplne zničený. Po prvé, oceľ by sa mala uvoľňovať čo najviac. Deje sa tak tak, že kov pri kalení nevedie a čepeľ sa neohýba. Kov sa uvoľňuje niekoľkými zahrievaním na teplotu, pri ktorej už nebude magnet priťahovať oceľ. Celkovo by takéto vykurovanie malo byť tri až päť. Oceľ by sa mala postupne chladiť na čerstvom vzduchu.



Potom môže byť oceľ kalená. Zohrieva sa znova na kritickú teplotu a potom sa zníži na teplý olej.Vysokouhlíková oceľ sa nemusí ochladiť vo vode, pretože kov príliš rýchlo ochladzuje a rozkladá sa.
Po kalení musí byť oceľ pustená, aby nebola krehká. Za týmto účelom sa obrobok umiestni do pece s teplotou 205 stupňov a zahrieva sa jednu hodinu. Potom sa musí nechať postupne vychladnúť.
Siedmy krok. Leptanie čepele
Po vyleptaní dostane čepeľ charakteristický vzor. Celá táto vec sa deje chemicky bez použitia elektriny. Chlorid železitý by sa mal pripraviť podľa pokynov, autor má tri diely vody a jednu časť chloridu železitého. Starnutie trvá iba 3-5 minút.


Krok osem. Zbierame rukoväť a ostríme nôž
Existuje veľa techník na výrobu rúčok pre nože. Môžete použiť rôzne druhy dreva, živočíšne rohy, kosti, plasty a ďalšie materiály. Na tieto účely sa autor rozhodol použiť čerešne a mosadzné nity a všetko je klasicky spojené s epoxidovým lepidlom. Na záver je pero leštené 400 zrnami a potom dôkladne namočené do ľanového oleja.


Nakoniec sa musí nôž nabrúsiť. Na tieto účely autor používa obyčajný brousok. Ale na dosiahnutie dokonalosti čepele môžete použiť vodný kameň, ktorý postupne znižuje veľkosť zŕn.




Celková dĺžka noža bola asi 15 cm.