
V tomto článku vám autor kanála YouTube „Ľudové remeslo“ povie o jednoduchej technológii liatia zložitých hliníkových častí.

Autor naleje hliníkový kryt pre vodné čerpadlo automobilu. Pôvodný obal praskol, pretože bol vyrobený z plastu.
Materiálov.
- sadra G-16
- piesok
- hliník
- plastelínu
- Silikónové mazivo
- oceľový drôt
- Detský dizajnér.
náradie, používa autor.
- Dremel
- Sústruh
-
- Muflová pec
- Koruna sadrokartónu 15 mm
- Vŕtačka 10 mm
- Kliešte.
Výrobný proces.
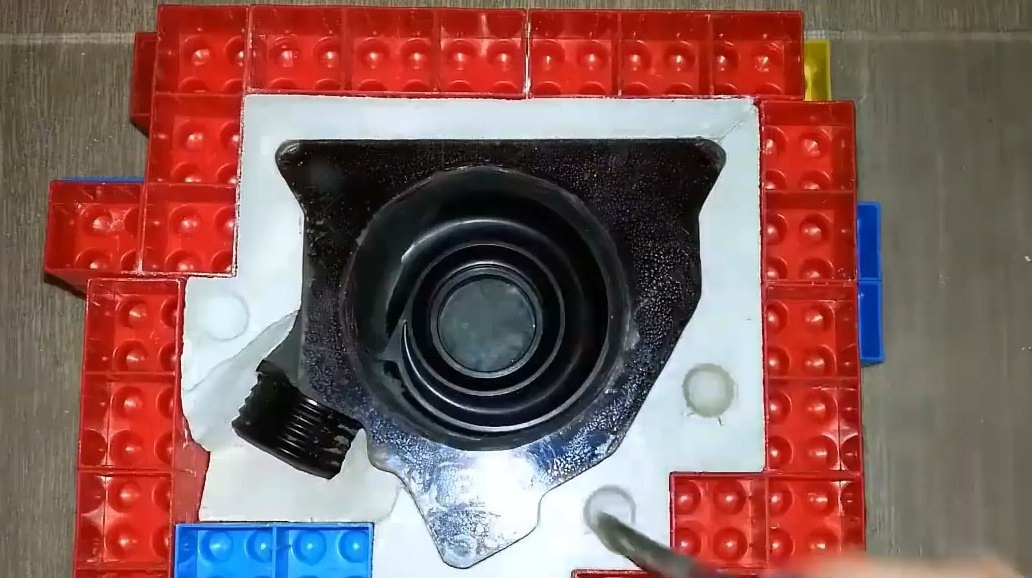
Najprv autor rozdeľuje zlomenú časť na dve časti pomocou plastelíny. Robí to z plastelínových priečok. Sú potrebné na rozdelenie závitových rúrok na dve časti. Spoj materiálu a obrobku je orezaný nožom.



Formulár bude skladací, trojdielny. Prvá sekcia, v ktorej bude naplnená zmesou, je lubrikovaná separátorom. Separátor je vyrobený autorom stearínu a slnečnicového oleja.


Autor vytvára debnenie od detského dizajnéra. Aby zachránil formovací piesok dutiny v kockách návrhára, zakryl sa plastelínou.

Plastové priečky sú pripevnené na kocku návrhára. Hlavná vec je urobiť to hermeticky, pretože ak zmes vytečie z formy, všetko sa musí odstrániť ručne.
Autor ešte pred inštaláciou dielu do debnenia rozmazal prvky dielu, za ktoré môže formulár pri oddeľovaní zachytiť.

Potom v pohári zmieša sadru a piesok v rovnakých pomeroch. Po zmiešaní s vodou by sa mala získať jednoduchá zmes, jej konzistencia je dosť tekutá a tekutá. Ako cesto pre lievance.

S touto zmesou vyplní prvú časť formy, potriasa ju a necháva stvrdnúť. Autor vzal piesok do karantény a potom preosial. Zakúpený kremenný piesok bude určite lepší.
Master používal sadru G-16. Toto je sadra pre sochy a môžete si ju kúpiť v obchode s umením.

Pred naliatím druhej časti odstráni oddiel. A opäť rozdelenie trysiek. Toto uľahčí proces rozobratia formulára. Určite namažte časť hotového formulára oddeľovačom a samotnou časťou.


Teraz môžete vyplniť druhú časť riešením.

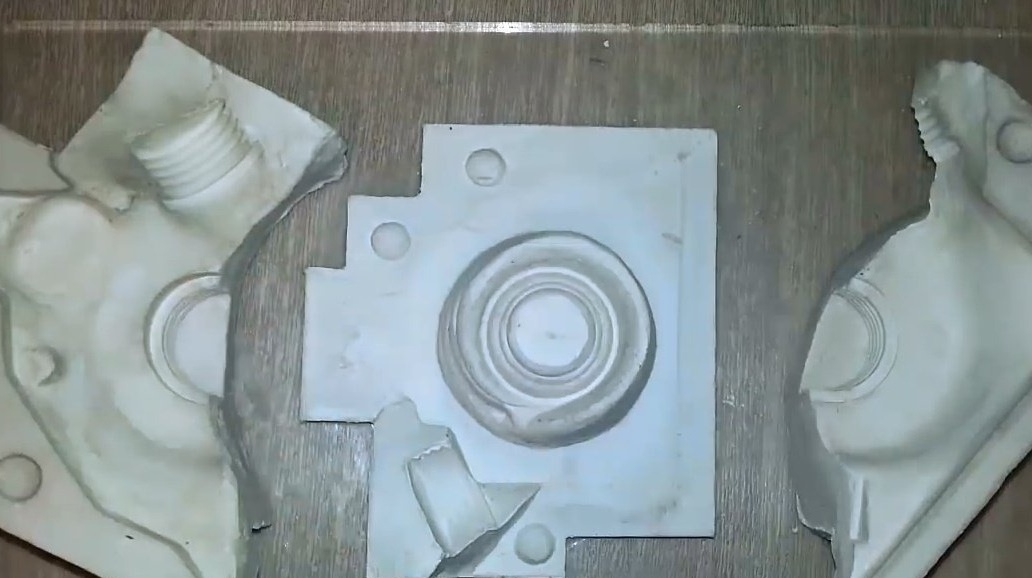
Oddeľuje polovice a vytvára niekoľko slepých dier.Budú zohrávať úlohu zámkov a bránia posunu tretej sekcie vzhľadom na prvé dva a slúžia ako zámky proti posunutiu. Otvory je potrebné vykonať ručne, autor použil vrták s priemerom 10 mm.
Po príprave dielov spojí obe hotové formy a vloží obrobok na miesto. Potom debnenie nainštalujte. V skutočnosti môže byť debnenie takmer akéhokoľvek tvaru ľahko vyrobené z detského dizajnéra.

Teraz sa pripravujeme na vyplnenie tretej časti. Znovu namažte všetky časti oddeľovačom a do debnenia pridajte jednu radu kociek.

Pri demontáži formulára by ste mali byť opatrní. Posledná časť formulára je najťažšia a mohla by prilepiť alebo uviaznuť. Plastelína hrala dôležitú úlohu a pracuje na vyhladzovaní vydutých prvkov.

Potom znova zostaví prvé dve časti formy a označí miesto pre bránu. Otvor sa vyvŕta korunkou 15 mm. Takýto priemer brány bude stačiť.

Zhromaždí všetky tri sekcie dokopy a utiahne tvar pletacím drôtom. V dôsledku toho sa tento formulár ukázal.
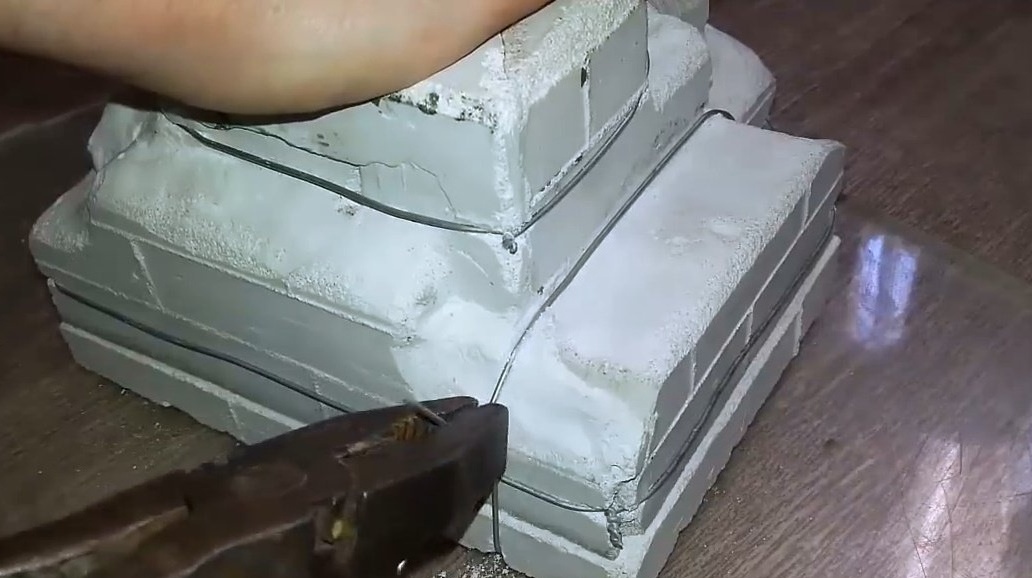
Ďalším stupňom je vypálenie hotovej formy v muflovej peci. Režim pečenia je 350 stupňov po dobu 5 až 6 hodín.
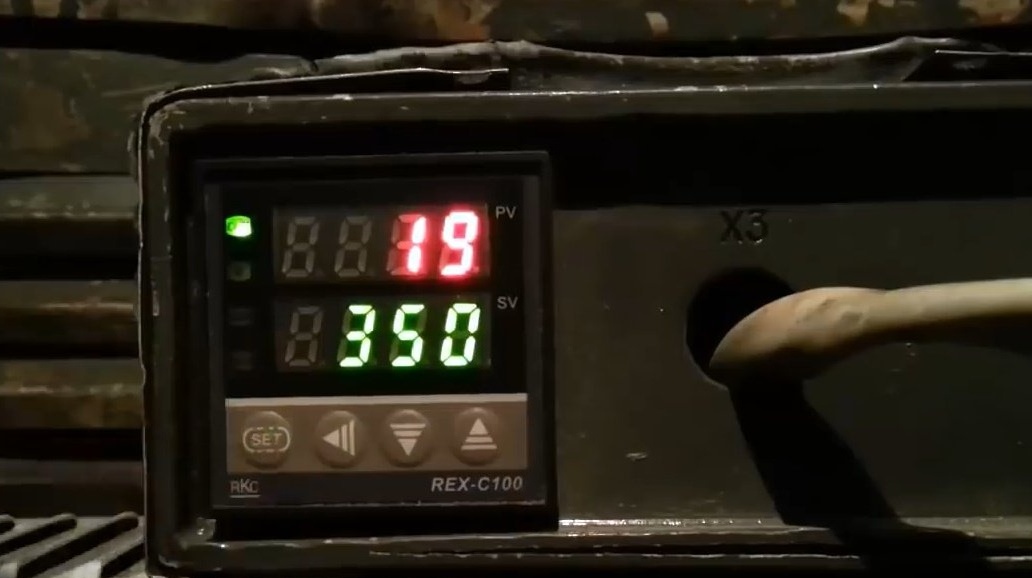
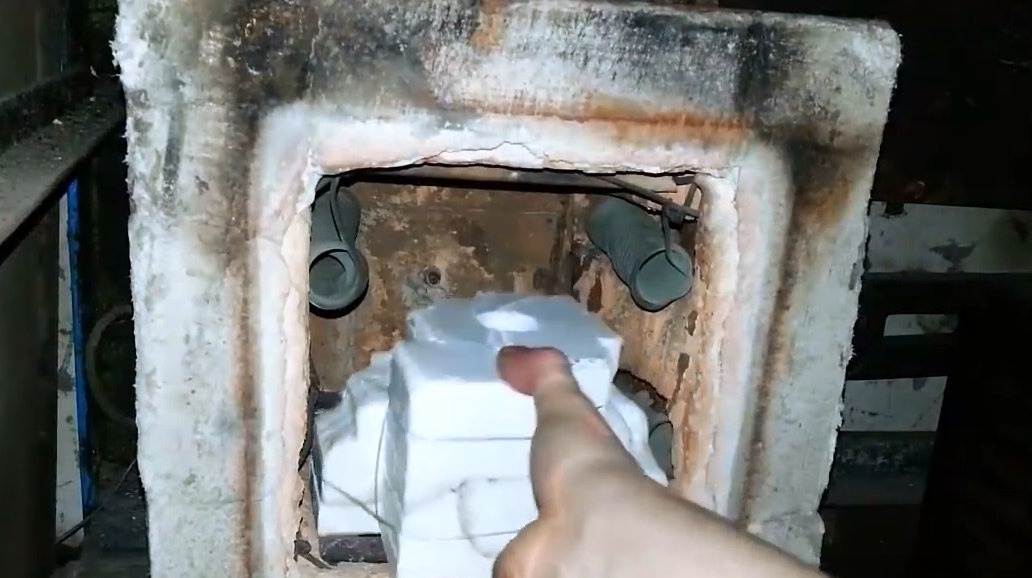
Po šiestich hodinách môže byť forma odstránená, ale nemala by sa ochladzovať. Na svoje miesto posiela hliník do topenia. Autor používa hliník triedy AL-9. Od neho sa získa najkvalitnejšie odlievanie zložitých prvkov.

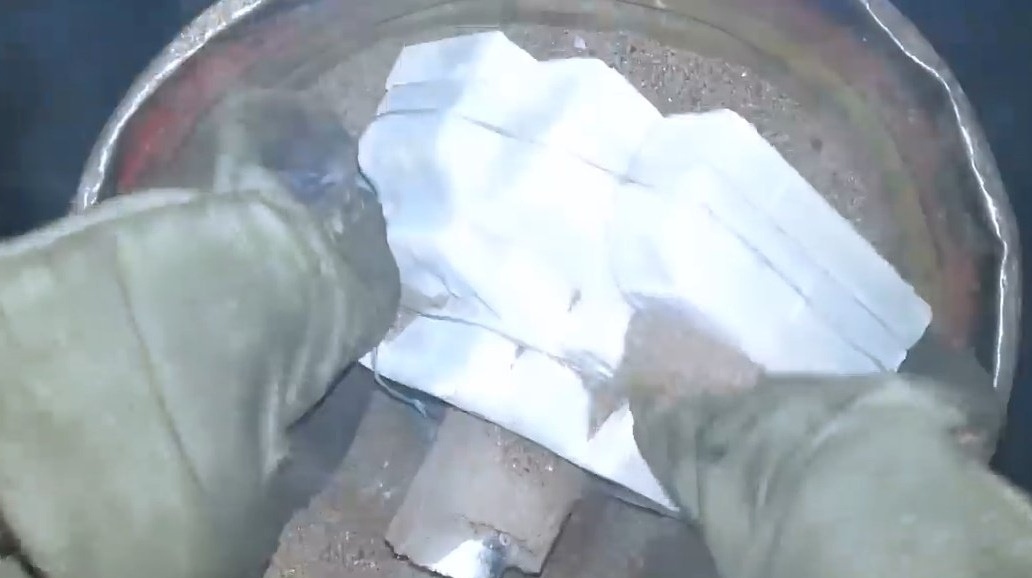
Piesok sa naleje na spodnú časť vedra a potom naň položí horúcu formu. Na zlievárenskú dieru je inštalovaná vtoková rúra (jej autor je vyrobený zo zmesi vodného skla a piesku). Potom naplní vedro pieskom až po samý vrchol vtoku.
Odporúča sa používať hrubý piesok, dobre prechádza vzduchom a nedovolí, aby sa vytvorila kondenzácia.

Všetko je pripravené na liatie, hliník je roztavený. Autorova výplň sa ukázala trochu neúspešne. Dôvodom je oxidový film. Pred naliatím by sa mal odstrániť.



Ihneď po naplnení formy na hornú časť vtoku musí byť jeho stredná časť zahrievaná horákom. Pomáha to lepšie usadzovať kov.



Nastal čas na prelomenie formy.

Forma sa rozliala dokonale. Prirodzene zostali stopy kĺbov, ale dajú sa ľahko odstrániť pomocou dremelu. Rezanie brány a všetko je pripravené na otočenie dielu.

Prechádza na sústruženie a vyvŕta diery do dýz, odreže na ne závity.

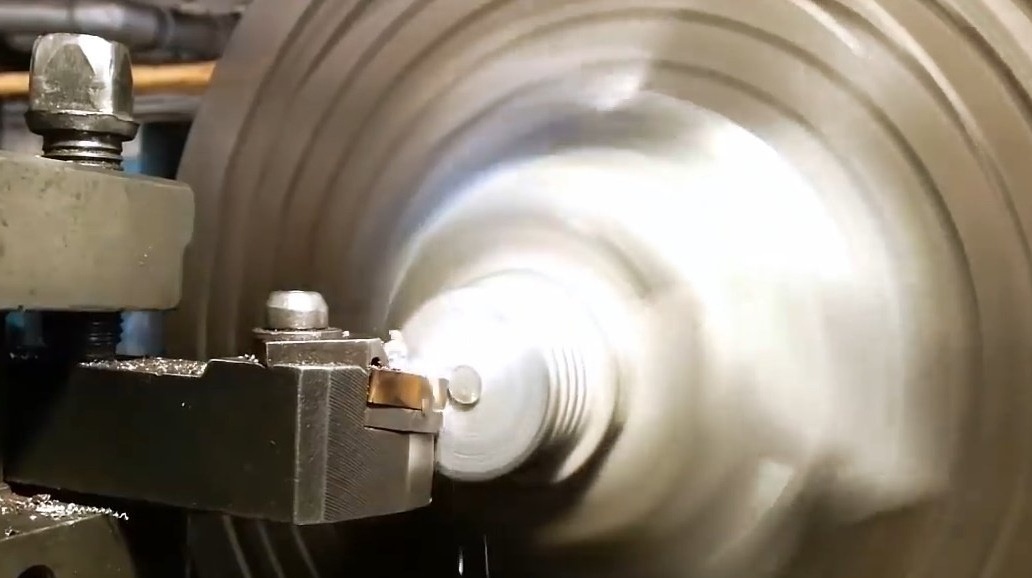

Takto vyzerá kryt po otočení.
Autor môže vyčistiť iba stopy spojov segmentov formulára. Čistí obrobok pomocou dremelu a kovových fréz.



Pri odstraňovaní veľkých vrstiev kovu je žiaduce použiť emulziu. Po prvé, fréza pracuje efektívnejšie, po druhé, malé triesky a prach nelietajú okolo pracovnej plochy.

Zostáva vyvŕtať montážne otvory v kryte. Autor najprv obrobok zakrúžkuje a potom vŕta na stroj.

Majster sa ukázal byť takmer dokonalou kópiou veka. Ale teraz to nie je plast, ale hliník.





Ďakujeme autorovi za jednoduchú technológiu odlievania v dielni!
Všetka dobrá nálada, veľa šťastia a zaujímavé nápady!