



Pena na rezanie je vynikajúci nástroj na výrobu dielov pre lietadlá. Tento stroj umožňuje presne vyrezať akýkoľvek tvar aerodynamického profilu podľa CAD.
Stroj má nichrom drôt natiahnutý medzi dvoma vodiacimi lištami. Prúd prechádza drôtom, drôt je zahrievaný a vodiace lišty sa pohybujú a odstrihávajú zložité obrysy, ako sú kónické krídla. Každá os je poháňaná krokovým motorom cez vreteno, remeň GT2 a remenicu. Rezacia sila by mala byť minimálna a štruktúra musí byť dostatočne tuhá, aby odolala napnutiu drôtu napnutého medzi podperami.
Toto je skutočný stroj so 4 osami, ktorý dokáže súčasne rezať rôzne tvary na oboch stranách, takže vzniká problém, ako súčasne riadiť štyri nezávislé osi. Mnoho tutoriálov sa zameriava na 3-osové stroje, ako sú napríklad 3D tlačiarne, zdá sa však, že nie je k dispozícii dostatočná dokumentácia na vytvorenie 4-osého stroja pomocou ľahko dostupných častí a softvéru s otvoreným zdrojovým kódom. Majster našiel niekoľko ľudí, ktorí podobné projekty používali Arduino a Grbl a rozhodli sa vyrobiť svoj vlastný stroj.
Náradie a materiály:
- Preglejka (12 mm);
-Kovové tyče;
- vodiaca skrutka (M8 x 600 mm);
- spojka motora M8-M5 (M8 pre vodiacu skrutku a M5 pre hriadeľ motora);
-Arduino Mega 2560;
-RAMPS 1,4;
- podrobné motory (jeden pre každú os);
-A4988 Krokový ovládač (jeden pre každý krokový motor);
- 12 V napájanie pre Arduino + rampy;
- variabilné napájanie (nabíjačky Lipo v režime s drôtom);
-Nichrómový drôt;
Krok 1: Softvér
Ťažkou súčasťou vytvorenia 4-osého CNC je nájdenie softvéru na generovanie G kódu a riadenie stroja. Softvérové vyhľadávanie viedlo k vytvoreniu stránky https://www.marginallyclever.com/2013/09/how-to-build-a-4-axis-cnc-gcode-interpreter-for-arduino/, vyvinutej spoločnosťou Marginally clever, ktorá využíva Obrazovka Arduino Mega 2560 a CNC Ramps 1.4.
Niektoré informácie použili títo autori: RcKeith a rcgroups.com
Grbl Hotwire Controller.zip
GRBL8c2mega2560RAMPS.zip
FoamXL 7.0.zip
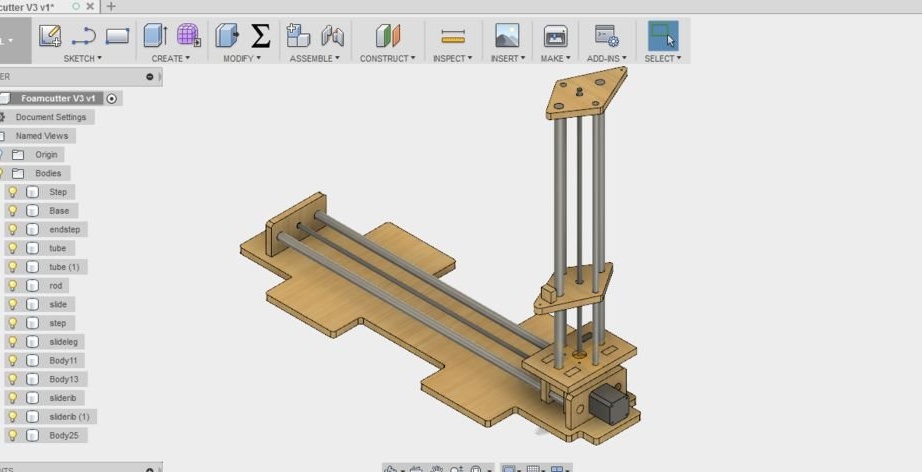
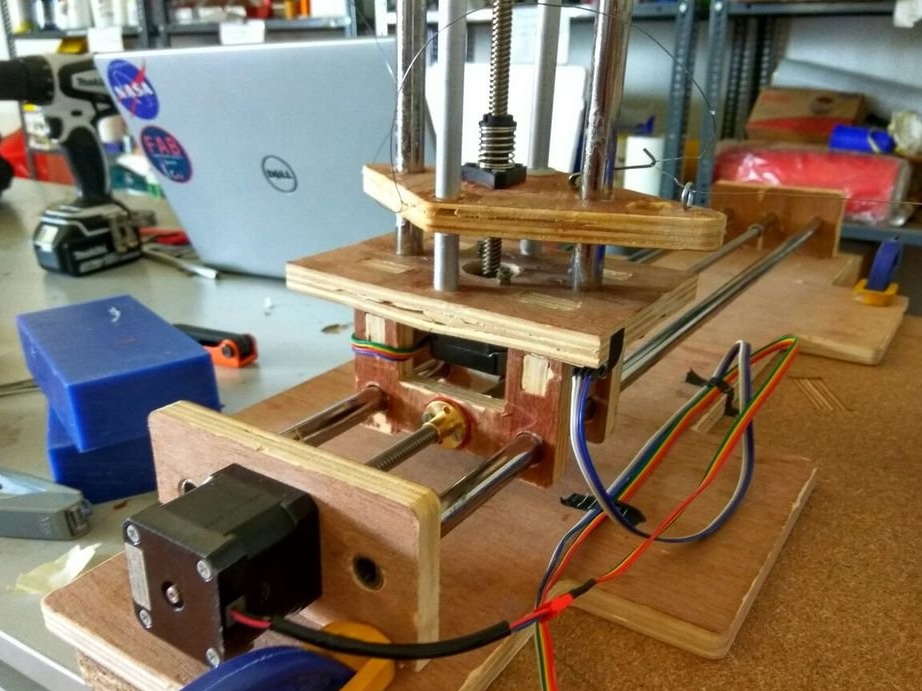
Krok dva: Zostavenie stroja
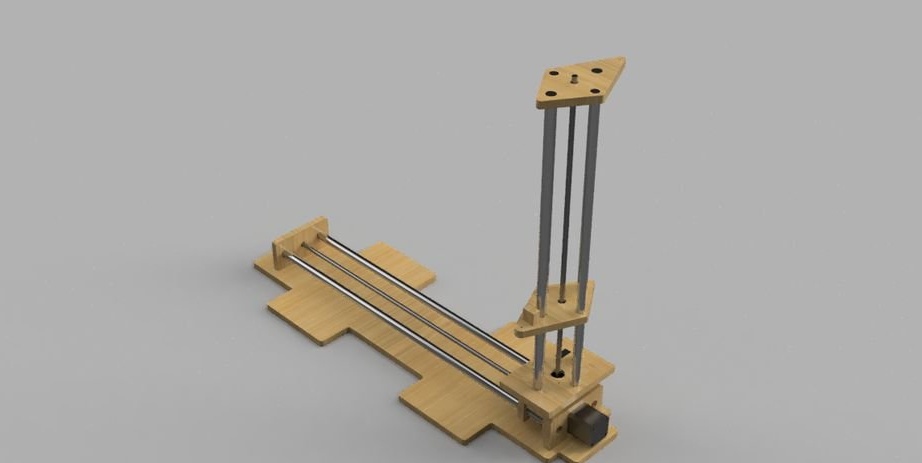
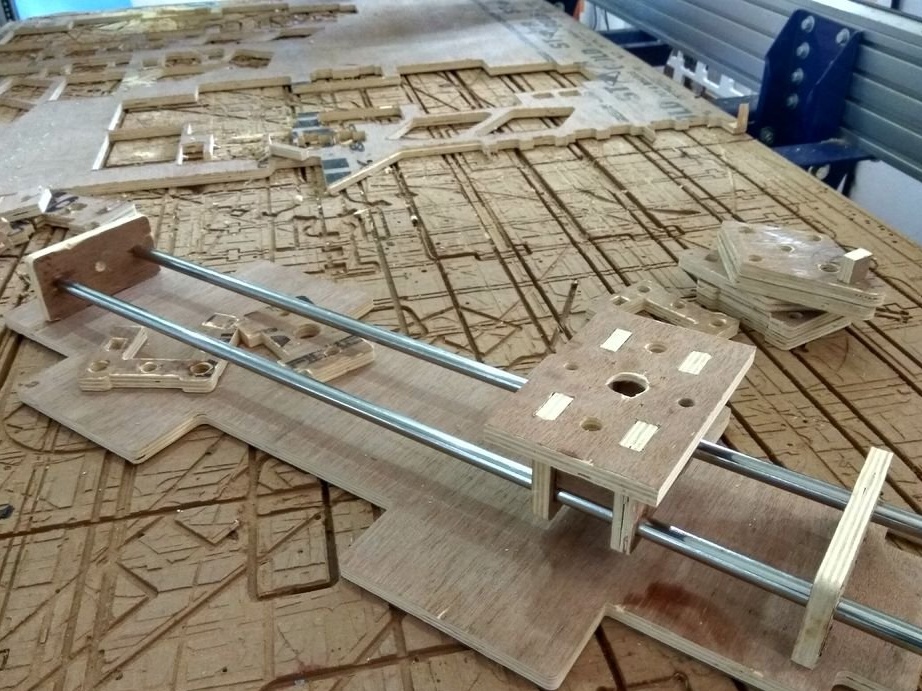
Dizajn je vyrobený z 12mm preglejky, lineárna zostava je vyrobená z oceľových rúr s priemerom 1/2 palca s preglejkovými posuvnými blokmi. Konštrukcia klzných blokov môže byť vylepšená inštaláciou lineárneho ložiska alebo puzdra.Pretože Master používa vodiacu skrutku, má dostatočný krútiaci moment na prekonanie trenia bez ložiska. Dve oceľové rúry podopierajú a držia vodiaci blok na tej istej osi.
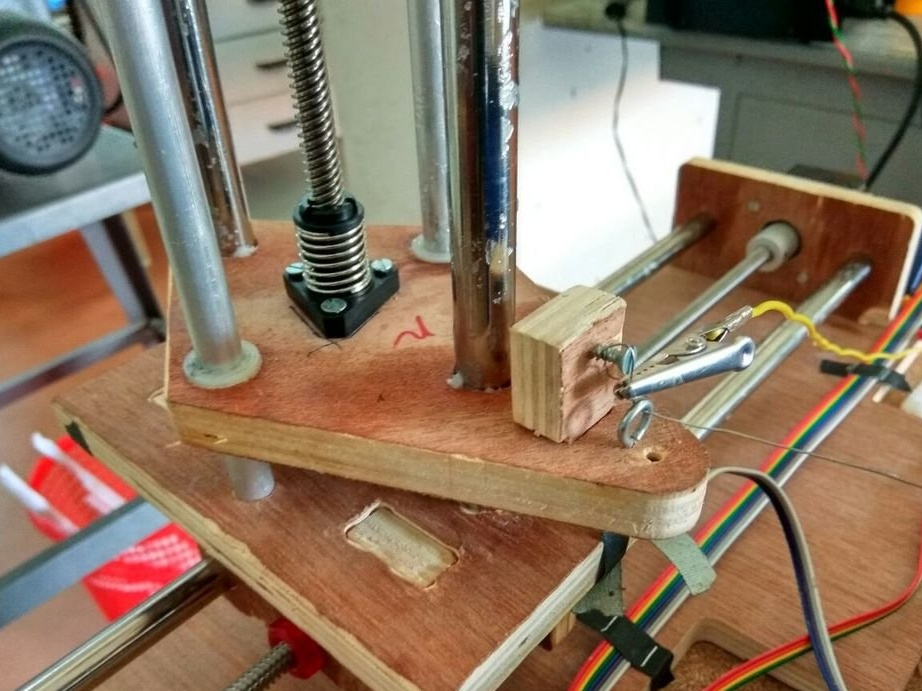
Vertikálne stĺpiky sú umiestnené na vrchu horizontálneho vodiaceho bloku. Má štyri rúry.
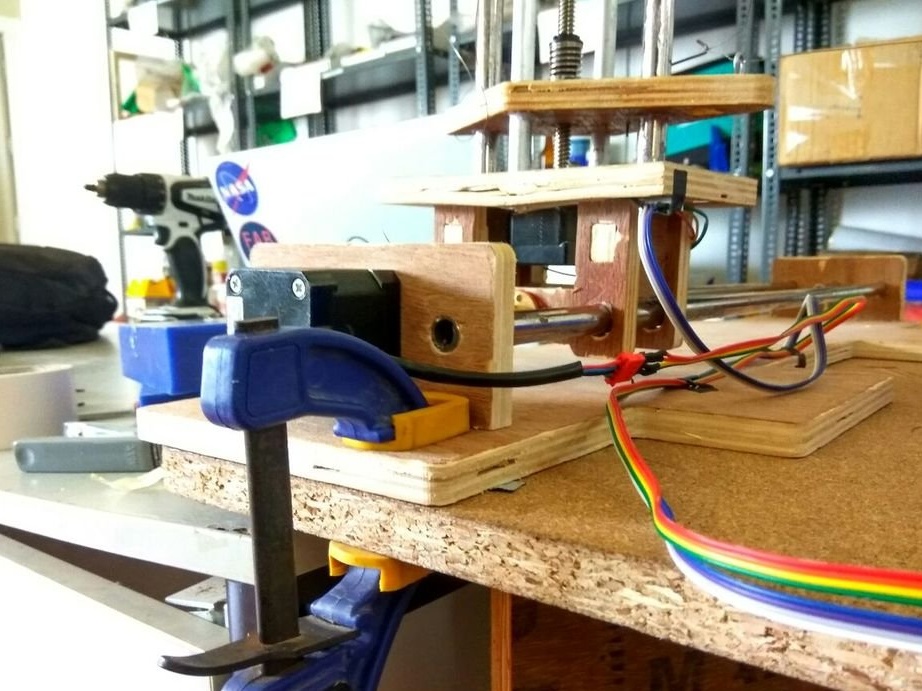
Hnacia skrutka je pripevnená k krokovému motoru pomocou pružnej spojky. To pomáha pri akomkoľvek miernom nevyrovnaní hriadeľa a skrutky. Stojan má krokový motor so vstavanou vodiacou skrutkou, ktorú je možné kúpiť alebo nahradiť konvenčným krokovým motorom a spojkou.
Dva stojany stroja sú identické. Na základni je miesto na pripevnenie stroja k pracovnej ploche.


Pozn. Pri použití klzných ložísk sa v závislosti od materiálu môže vyskytnúť jav nazývaný „lepenie a kĺzanie“. Môže to spôsobiť nerovnomerný pohyb a vibrácie. Môže to tiež viesť k zablokovaniu, čo vedie k nadmernému zaťaženiu a preskočeniu krokov pri použití krokového motora.
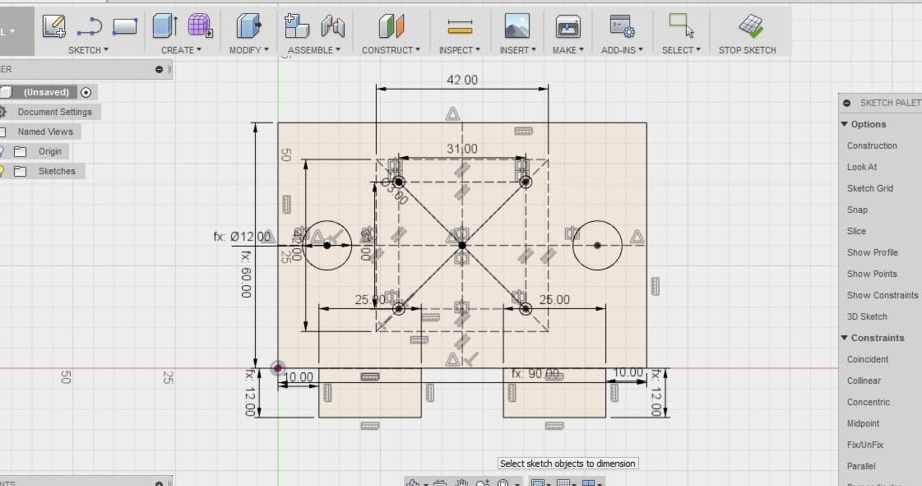
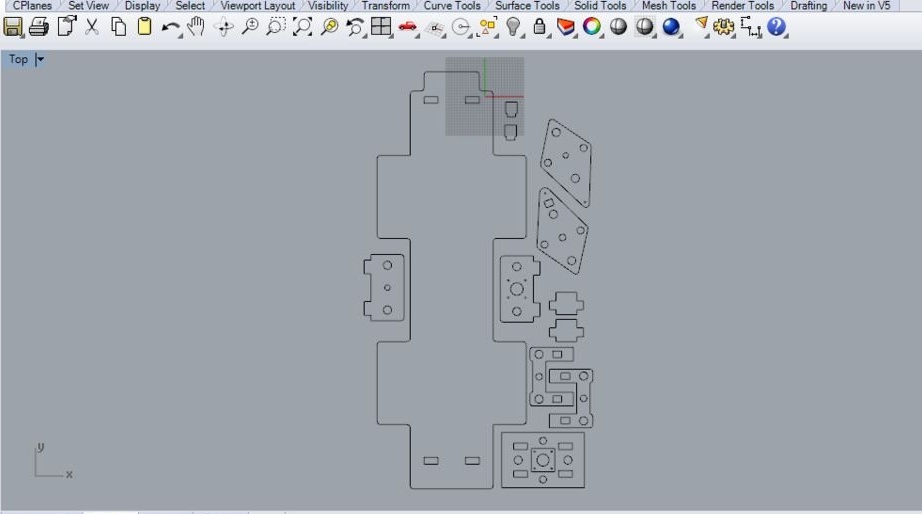
Foamcutter_base.dxf
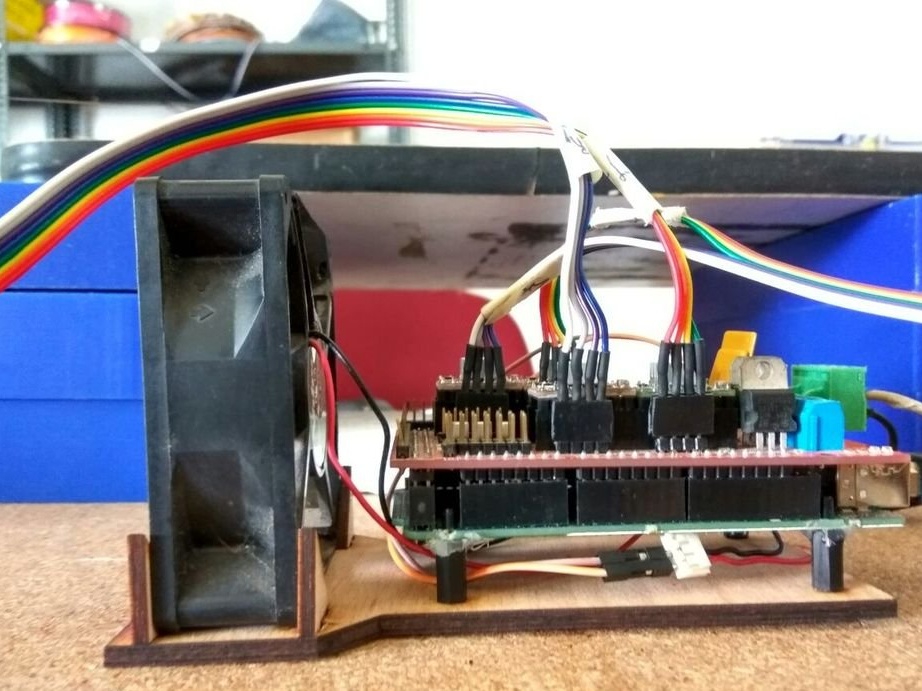
Krok 3: Pripojte elektroniku
Ďalším krokom je pripojenie elektroniky, pohyb motorov a nastavenie stroja. K platforme ramp musia byť pripojené 4 krokové motory. Vodiče musia byť položené úplne, aby sa zabezpečil dostatočný pohyb nápravy.
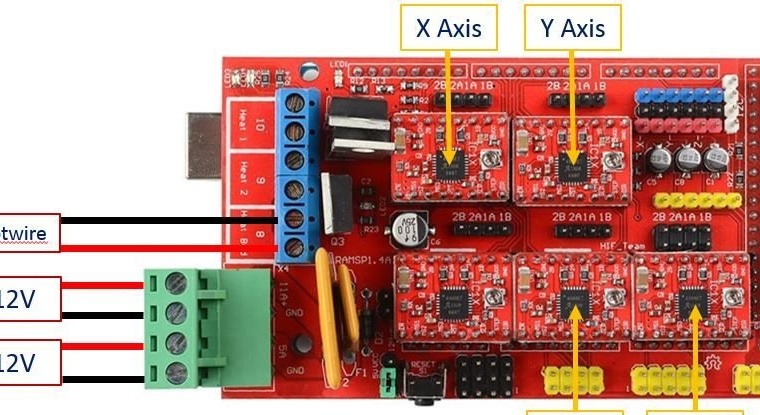
Celá kabeláž je pripojená k doske Ramps, ktorá je CNC obrazovkou pre Arduino Mega2560. Rampa môže podporovať až 5 vodičov krokových motorov, ako napríklad A4988. Master používa motory Nema 17.
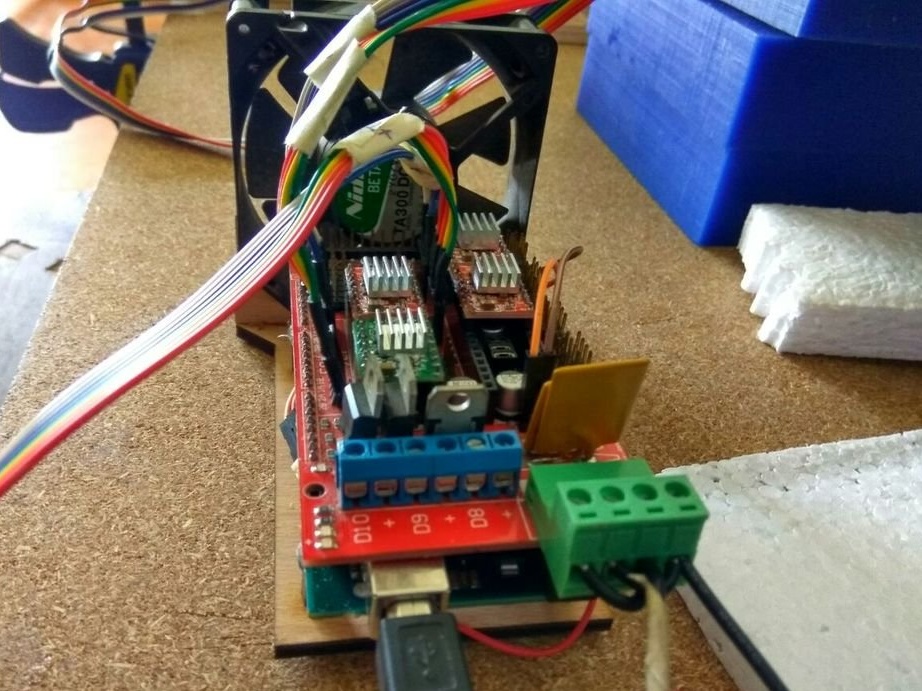
Pred inštaláciou na dosku Ramps sa uistite, že čip A4988 je správne orientovaný. Každý krokový motor môže ťahať až 2 A, krokové motory sú vybavené radiátormi na odvádzanie tepla. Doska má tiež MOSFET 11A na reguláciu teploty drôtu pripojeného ku kolíku D8. Všetky komponenty dosky sú vyhrievané, uistite sa, že je zabezpečené správne chladenie.
Keď je systém zapnutý, krokové motory pokračujú v odbere prúdu, aby sa udržala udržiavacia poloha. Komponenty, ako sú ovládače Stepper a MOSFET, sa môžu počas prevádzky veľmi zahriať. Nepoužívajte rampy bez aktívneho chladenia.
Hlavný laser rezal základňu pre Arduino a rampy a pripojil 12V ventilátor na zabezpečenie aktívneho chladenia dosky.
Krok 4: Nastavenie
Každý CNC musí byť pred začatím práce správne nakonfigurovaný. Pretože krokové motory sa používajú v systéme s otvorenou slučkou (bez spätnej väzby), musíte vedieť, ako ďaleko sa bude vozík pohybovať pri každej otáčke krokového motora. Závisí to od počtu krokov na otáčku motora, od sklonu vretena a od použitej úrovne mikro-prechodu.
steps_per_mm = (motor_steps_per_rev * driver_microstep) / thread_pitchPoužíva krokový motor so stúpaním 200 ot / min. poháňaný ovládačom A4988 pri 1/16 mikrokroku, s vodiacou skrutkou v krokoch 2 mm.
Krok_per_mm = (200 * 16) / 2 = 1600Skrutka, ktorú bol použitý master, bola obojstranná, takže hodnota bude polovica hodnoty uvedenej vyššie, t. J. „800“. Ak je skrutka štvorstupňová, bude hodnota predstavovať štvrtinu vyššie uvedeného.
Po blikaní Mega 2560 pomocou súboru Grbl8c2MegaRamps otvorte monitor sériového portu a zadajte „$$“, aby ste sa dostali na panel nastavení Grbl. Ak chcete zmeniť ľubovoľnú hodnotu, zadajte $ number = value. Napríklad $ 0 = 100 Po nastavení stroja sa uistite, že stroj presúva presnú hodnotu, ako je to zobrazené v ovládači.
Piaty krok: Nichrome
Na rezanie peny potrebujete drôt vyrobený z vhodného materiálu, ktorý vydrží zahrievanie a bude mať rovnakú teplotu po celej dĺžke.
Nichrome je vhodný materiál. Najlepšie je použiť čo najtenší drôt, aby ste znížili drážky počas rezania a zaistili čisté línie rezu. Spravidla platí, že čím dlhší je drôt, tým väčšie je napätie, ktoré musí byť aplikované, a čím hrubší je drôt.
Ďalším krokom je pripojenie nichrom drôtu k stroju. Pretože máme 4 nezávislé osi, nemôžeme zacvaknúť obidva konce drôtu na podpery.Drôt by mal mať určité predĺženie, buď pomocou pružiny, alebo pomocou závažia pripevneného na koncoch.
Konštantné napätie možno na drôt aplikovať pomocou pružiny s konštantnou silou alebo visiacou váhou na konci. Lacný spôsob, ako získať pružinu s konštantnou silou, je použitie Cievky s občianskymi preukazmi.

Krok 6: Generovanie softvéru a G-kódu
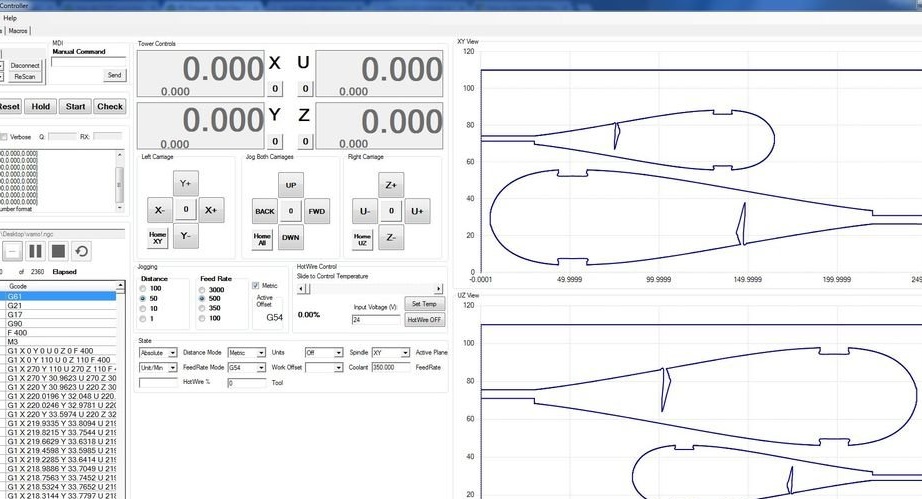
Radič Grbl Hotwire
Sprievodca používa ovládací panel Grbl, vyvinutý Garretom Visserom, ktorý bol upravený na rezanie pomocou Hotwire od Daniel Rassio. Panel má nezávislé riadenie režimu pre všetky osi. K dispozícii je tiež vizualizačný nástroj, graf „Gcode“ a schopnosť ukladať vaše vlastné makrá. Teplota horúceho drôtu sa dá ovládať pomocou M3 / M5 na zapnutie / vypnutie a príkazom „xxx“ na nastavenie výstupného napätia, buď manuálne, alebo pomocou posuvníka v softvéri. Horúci vodič by mal byť pripojený k výstupu „D8“ a mal by byť napájaný zdrojom napájania pripojeným k vstupu „11A“ na spojoch vedenia.
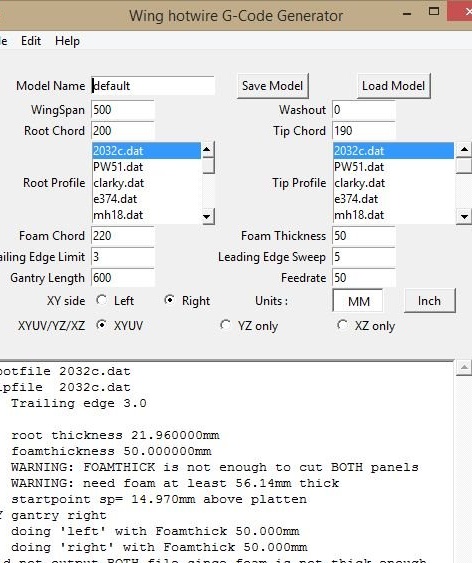
Generátor g-kódu krídla
Generátor g-kódu krídla je program na generovanie kódu XYUV GY pre rezanie krídel modelu lietadla za tepla. Beží na Pythone 2.7 a môže sa integrovať aj s rozhraním Axis LinuxCNC. K dispozícii je aj online verzia. To vám umožní zadať rôzne parametre krídla. Existuje databáza aerodynamických profilov vo formáte .dat. Nové profily je možné importovať rovnakým spôsobom.
Tento softvér sa ľahko používa a podporuje vrstvenie krídel na ten istý kus peny, aby sa šetril materiál. Výstupný G-kód je možné do stroja poslať prostredníctvom ovládača Grbl.
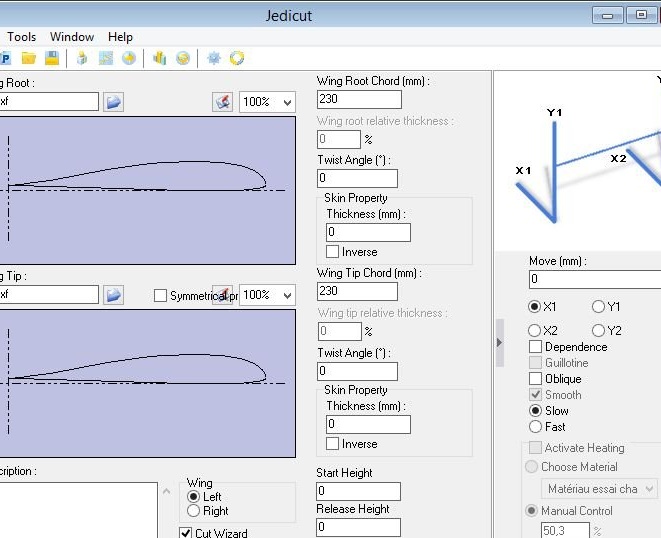
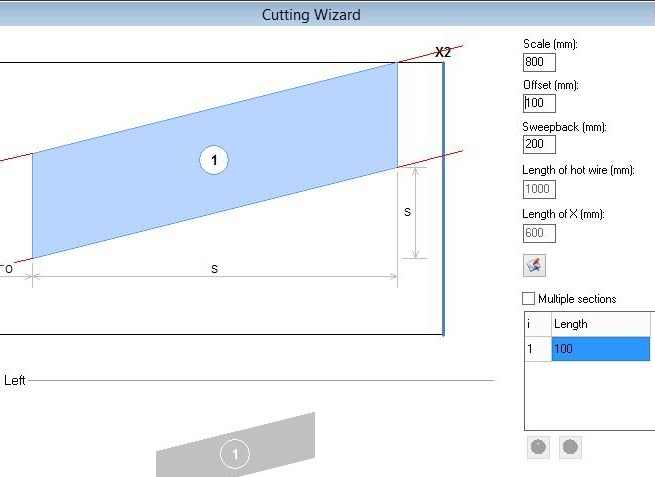
2.4 Jedicut
Jedicut - Toto je skvelý program, ktorý dokáže vykonávať CAD / CAM a vykonávať funkcie riadiacej jednotky stroja. K dispozícii je tiež doplnok na generovanie G-kódu. Toto nie je najjednoduchší program na konfiguráciu. Niektoré z možností a chybových hlásení sú vo francúzštine, ale ak s nimi nejaký čas pracujete, môžete si nechať fungovať.
G-code Wing generuje G-kódy v absolútnom režime, ktorý beží na Grbl bez problémov, ale Jedicut generuje G-kód v prírastkovom režime. Majster mal problémy pri prvom štarte, keď sa auto jednoducho pohybovalo tam a späť. Ak k tomu dôjde, upravte G-kód a odstráňte nepotrebné riadky v hlavičke.
Kód Wing Wing aj Jedicut generujú kód G s niektorými nepodporovanými kódmi Grbl v hlavičke. Pri výskyte takýchto chýb sa na monitore zobrazí riadiaca jednotka. Upravte G kód a vymažte nepotrebné riadky kódu.
Zahrnuté sú pracovné G-kódy s oboma programami, ktoré slúžia na kontrolu regulátora.
Jedicut.rar
winggcode.rar
Siedmy krok: nastavenie rýchlosti posuvu a teploty
Na rozdiel od konvenčného mletia sa drôty oddeľujú roztavením peny. Keď drôt zostane nejakú dobu v jednej polohe, okolitý materiál sa naďalej topí. To zväčšuje drážku rezu a spôsobuje nepresnosti vo veľkosti. Šírku strihu ovplyvňujú dve premenné.
Rezný posuv.
Teplota drôtu.
Rýchlosť rezania je rýchlosť, ktorou drôt prechádza materiálom, výhodne v mm / min. Čím vyššia je rýchlosť, tým je menšia štrbina, ale vyššia je požadovaná teplota, ako aj napätie v drôte. Dobré štartovacie rýchlosti sú od 350 do 500 mm / min.
Teplota drôtu by mala byť o niečo vyššia ako teplota topenia peny. Teplota sa reguluje prúdom pretekajúcim drôtom.
K dispozícii je softvér, ktorý umožňuje PWM reguláciu drôtu, aby ho zohrieval v správnych okamihoch, aby sa optimalizovala rýchlosť posuvu rezania. Teplota drôtu je určená druhou mocninou aktuálneho času odporu.
K dispozícii je špeciálna kalkulačkakde môžete vykonať všetky potrebné výpočty.
Krok 8: Prevádzka stroja
Proces sa začína návrhom, ktorý sa exportuje ako súbor DXF. Tento súbor sa potom importuje do softvéru CAM a na výstup sa použije ako G-kód. Stroj je zapnutý a kalibrovaný. Materiál sa umiestni na pracovný stôl a nastaví sa počiatočná poloha. Spustite súbor G-kódu a zistite, ako zariadenie pre vás robí všetku prácu.
Podľa majstra je stroj ľahko vyrobiteľný a uľahčuje prácu modelov lietadiel.




Vo videu nižšie je uvedený príklad zariadenia.