Dobrý deň, vážení návštevníci webu. Tento článok predstavuje výrobnú možnosť generátora pre prívesný motor Tohatsu M5 (5 k). Špecifikácia motora (okrem iného) naznačuje:
- Generátor - 12V ... (voliteľné).
To znamená, že existuje (poskytované) miesto pre cievku generátora na motore a často samotná cievka nie je.
Teraz sa vo vodnej turistike, cestovaní, rybolove na malej lodi (len airbag) používajú všetky druhy pomôcok (baterky, mobilné telefóny, smartfóny, navigátory, ozveny atď.). Napájajú sa z autonómnych zdrojov energie a často sú to batérie. A je potrebné ich nabiť priamo na ceste ... Na tento účel je vhodné vybaviť prívesný motor generátorom a príslušenstvom. Mať požadované DC napätie na výstupe.
Materiály a nástroje na výrobu generátora:
- prúžky transformátorového železa z doskového transformátora 0,35 mm (obr. 2)
- montážny drôt 0,5 mm2
- navíjací drôt PETV-2 0,56 mm
- kambrický
- 5 kolíkové konektory (zásuvka a zásuvka)
- 4 skrutky M5 s podložkami a maticami M5
- 1,5 mm laminát (nepenový)
- prúžok laku
- Epoxidové lepidlo
- vŕtačka s vŕtačkou
pilník na kov
- kovové nožnice
- spájkovačka so spájkou POS61, tavidlom, pinzetou
- šmirgľové, okuliare
- zverák, kladivo, svorka
- pravítko, pisár, činka

Najprv sme odrezali polotovary jadra z prúžkov transformátorovej ocele nožnicami ako na obr. 3. S prídavkom na obrábanie.

Môžete to zvládnuť rôznymi spôsobmi, nezabudnite, že transformátorové železo je krehké a drví sa ... Ja som predtým vyvŕtal vybranie pre vinutie a 2 otvory pre dno obr. 4.

Potom utiahnutím vrecka medzi oceľovými profilovými doskami (hrúbka 2 mm) Obr. 5 obrátil zostavu na šmirgľ.

A ako obvykle skončil so spisom a zaokrúhlil rohy pod cievku cievky. Profil by mal byť rovnaký ako na obrázku 6. S toleranciou + 0,2 ... 0,4 mm.

Potom príprava polotovarov líc cievky. Z PCB ako na obrázku 7.

Potom prilepte epoxidovým lepidlom. Pretože moje dosky transformátora boli pôvodne lakované, lepenie sa vykonáva pomocou tenkej vrstvy tekutého lepidla. Lepenie (montáž) sa vykonáva na 2 vodiacich skrutkách M5.Musíte zaistiť, aby sa doštičky z transformátora nelepili na skrutky. Skrutky a matice môžete namazať vazelínou a podobne. Po uschnutí epoxidu (24 hodín) sa obal (jadro) dokončí premenou na veľkosť (obr. 8).

Líca môžete prilepiť epoxidom (alebo lepiacim momentom) a upevniť svorku už priamo na jadro.

Po vysušení lepíme jadro medzi líca lepidlom a narežte prúžok lakovanej látky 2 vrstvy. A lepidlo neodvíjať. Pripájajte koniec navíjacieho drôtu PETV-2 k montážnemu drôtu. Uzavierame ju cambric a navíjame skutočné vinutie 244 zákrut. Koniec je tiež spájkovaný s montážnym drôtom. Zostava cievok je znázornená na obr.

Štandardná zapaľovacia cievka (na porovnanie) je znázornená na obr

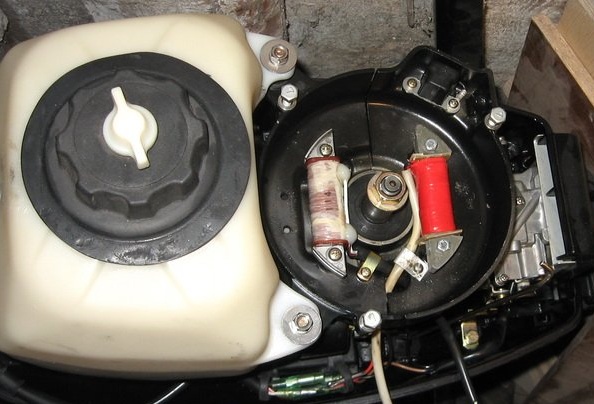
Obhliadka miesta inštalácie cievky na motore je znázornená na fotografii IMG_41xx





Cievku inštalujeme pod zotrvačník oproti štandardu (zapaľovanie) a upevnite pomocou 2 skrutiek M5 (obr. 12). Na montážne drôty z cievky sme položili cambric. A spájkujte so zátkou, ktorá je namontovaná na bočnej stene palety.

Vo videu sa zobrazuje testovacie posúvanie ručným navíjaním.
Lampa sa rozsvieti dokonca aj pri posúvaní rastlín. Pri naštartovaní motora bez obmedzovača napätia a stabilizátora žiarovka vyhorí.
Obrázok 13 zobrazuje testovacie meranie vo vodnom valci.