


Navrhuje sa vyrobiť malú vŕtačku veľmi jednoduchej konštrukcie. Na jeho výrobu nebudú potrebné časti vzoru - presné vodiace prvky, valivé ložiská, pohybové mechanizmy. Ak je vo vašej domácnosti malý prístrojový motor so vŕtačkou na hriadeli, môžete začať pracovať. Vyrábame stroj z improvizovaných materiálov. Sety pre komponenty nebude ťažké nájsť.
Dizajnové prvky.
Výroba tohto stroja je jednoduchá, má však určité obmedzenia. Konštrukcia je určená na vŕtanie otvorov do hĺbky 10 mm. Schopnosti stroja v oblasti vŕtania priemeru a materiálu, ktorý sa spracováva, závisia od charakteristík (výkon, rýchlosť otáčania hriadeľa) použitého elektromotora.
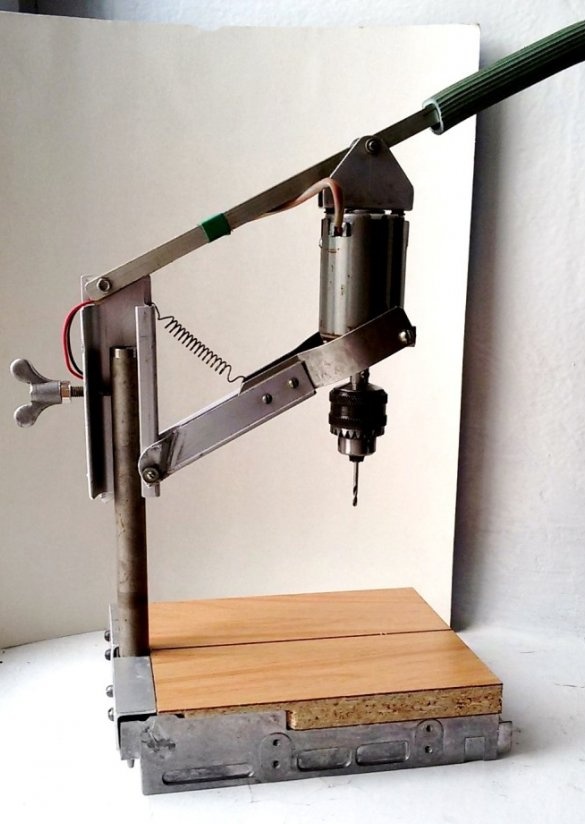
S konštrukciou zavesenia vŕtacieho pohonu je spojené obmedzenie hĺbky vŕtania. Zariadenie je založené na sklopnom rovnobežníku. Dva zvislé, rovnobežníky s rovnakou dĺžkou a protiľahlé články, to je elektrický motor a základňa zavesenia. Zvyšné dva rovnaké a protiľahlé články sú spojovacie prvky. Ako viete, v tomto návrhu budú opačné odkazy rovnobežné pri akejkoľvek rotácii rovnobežníkových odkazov. Preto bude spoločná os elektrického motora a vŕtačky (pri presnej výrobe prvkov rovnobežníka) vždy rovnobežná s osou pevného stojana a kolmá na stôl stroja.
Napríklad kosoštvorec je rovnobežník, v ktorom susedné strany majú rôzne dĺžky a uhly nie sú priame.
Nastavenie a práca na stroji.
Poloha spojovacích článkov rovnobežne s tabuľkou sa považuje za nulovú polohu. Pri obrábaní dielu na stroji by sa kvôli zvýšeniu presnosti malo umiestnenie týchto spojení blížiť k vodorovnej polohe.
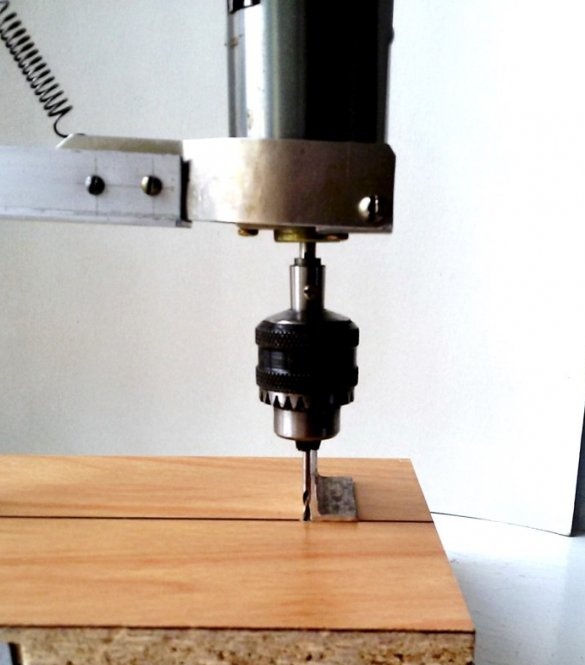
V tomto prípade bude pri axiálnom pohybe vŕtačky od +5 mm do -5 mm (zdvih 10 mm) od nulovej polohy spojov radiálne odsadenie vŕtačky (v rovine kosoštvorca) 0,08 mm. Toto množstvo posunu bude na dĺžke spoja 150 mm. V praxi je toto posunutie nepostrehnuteľné a nebude kritické pre obrábaný nástroj a dieru.
Pri vŕtaní dosiek s plošnými spojmi, a to aj s krehkým karbidovým nástrojom s priemerom 0,8 mm, bude posun vŕtania na doske s hrúbkou 2 mm 0,003 mm (3 mikróny). Pri ručnom spracovaní dosiek porovnajte danú hodnotu s odsadením a pozíciou tejto vŕtačky.
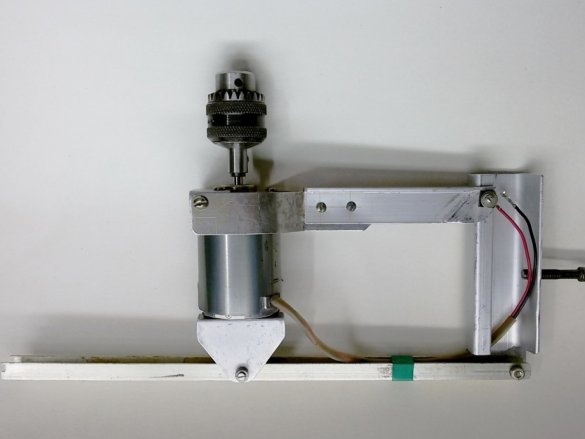
Výška stroja sa nastaví na výšku dielu tak, že sa ručne rýchlo posuniete pozdĺž stojana stroja, základne zavesenia a pripevníte ho pomocou skrutky. Výška zdvihu a upevnenia základne odpruženia je vizuálne určená rizikom nulovej polohy (vynesené na základni odpruženia - posledná fotografia), keď sa dielu dotknete špičkou vŕtačky. Pri vŕtaní rôznych dosiek s hrúbkou 1 ... 3 mm nie je potrebné výškové nastavenie.
Ďalšie konštrukčné výhody.
Schopnosť inštalovať dosky veľkých rozmerov (so zväčšením presahu vŕtačky sa zvyšuje presnosť vŕtania).
Pri uvoľnení rukoväte na konci vŕtania motor s vŕtačkou pod pôsobením pružiny rýchlo stúpa a dozadu značnú vzdialenosť, čím uvoľňuje spracovateľskú zónu dielca.
V najvyššej polohe môžete vŕtačku pohodlne rýchlo a bezpečne vymeniť.
Myslím si, že vyššie uvedené charakteristiky hovoria v prospech výroby navrhovaného stroja. Čas strávený výrobou tohto návrhu stroja sa vyplatí v dobrej nálade z vylúčenia porúch nákladných a nedostatkových vrtákov.
1. Uplatniteľné materiály a podrobnosti.
Elektrický motor a mechanické upínacie klieštiny.
Kusy kovového plechu s hrúbkou 1,5 ... 2,0 mm.
Prenájom hliníkových profilov, rúry.
2. Vytvorenie tabuľky vŕtačky.
Najprv musíte rozhodnúť o stole vŕtačky. Jeho veľkosť, tuhosť a pevnosť určia presnosť a ľahkosť použitia. Existuje mnoho rôznych vzorov stolov. V danej verzii stroja sa používa prípad prehrávača CD, ktorý už dlho čaká na jeho sekundárne použitie. Obdĺžnikové puzdro s rozmermi 145 x 200 mm, odlievané zo zliatiny hliníka. Má nízku hmotnosť, tuhú štruktúru a rovinnosť po obvode spodnej časti dielu, čo dodáva budúcemu produktu dobrú stabilitu. Táto časť navyše nevyžaduje prakticky žiadne ďalšie spracovanie. Z týchto dôvodov bol kryt považovaný za základ stola stroja.
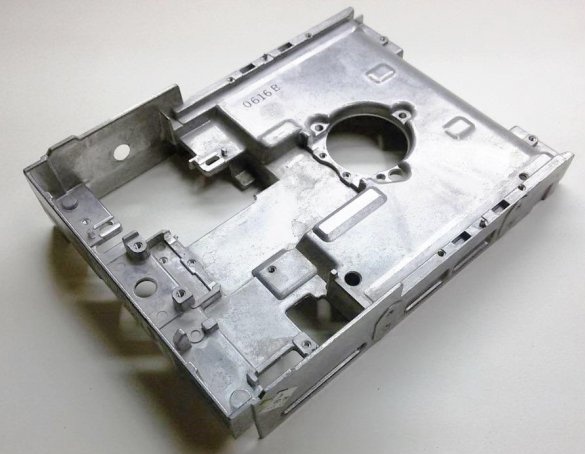
Jedna z krátkych stien (na fotografii vľavo), v strede, má otvor pre skrutku M8, ktorý tam automaticky určuje inštaláciu stojana na stroj.
Ako stojan môžete použiť valcovaný kov alebo rúrku s priemerom 18 ... 25 mm.
Pri posudzovanej konštrukcii sa použila tenkostenná oceľová rúrka s priemerom 18 mm, ktorá umožnila zjednodušiť spôsob jej pripevnenia k stolu.
Vyberieme skrutku so závitom M8 a hlavou, ktorých priemer pevne zapadne do otvoru v trubici (môže si to vyžadovať určité spresnenie priemeru). Maticu priskrutkujte na skrutku a zatlačte ju do trubice. Stojan je pripravený. Zostáva ju pripevniť na stôl druhou maticou.


Na hornú časť stola pripevňujeme reznú dosku z laminovanej drevotriesky pozdĺž obrysu telesa obrobku. V tomto prípade bude stojan stroja dodatočne vložený medzi stenu krytu a dosku. V budúcnosti na voľných stranách stojana pripevníme obloženie z hliníkového štvorca. To všetko poskytne nainštalovanému stojanu dodatočnú tuhosť.
Pritom kontrolujeme a podľa potreby prispôsobujeme kolmosť stojana stroja na stôl.

3. Vytvorenie základne zavesenia.
Závesná základňa je potrebná na namontovanie kĺbového paralelogramového mechanizmu na stojan stroja. Slúži ako neoddeliteľná súčasť kosoštvorca, upevňuje ho na stojan v požadovanej výške a pod zvoleným uhlom od okraja stola. Tvarovaný hliníkový profil (18 x 40 mm), ktorý predtým slúžil ako kľučka nábytkových dverí, sa používal ako blank pre základňu zavesenia.
Uprostred časti profilu, okolo dvoch dĺžok elektrického motora, vyvŕtame dieru a vyrežeme závit M6 alebo M8 pod upevňovaciu skrutku. Overujeme spoľahlivosť inštalácie základne zavesenia na stojane stroja.

Výroba mechanizmu na montáž elektrického motora
4. Spodná montáž motora.
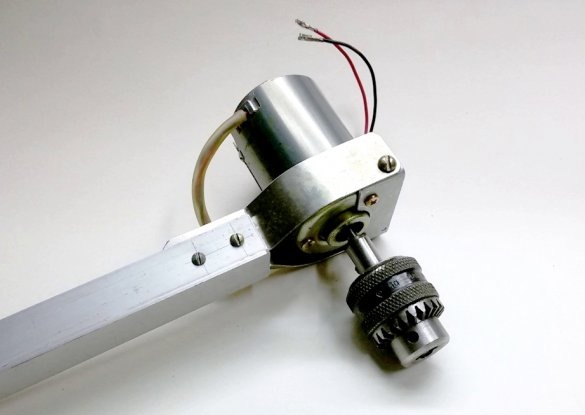
Pre navrhovanú vŕtačku bol použitý jednosmerný motor s permanentnými magnetmi 24 V, 0,7 A.

Začneme s výrobou kĺbového rovnobežníka s hlavným článkom, ktorý sa skladá z elektrického motora a jeho upevňovacích prvkov. Rozmery použitého motora sa môžu líšiť, ako aj umiestnenie montážnych otvorov. Preto sa rozmery spojovacích prvkov neuvádzajú.
Z oceľového plechu s hrúbkou 1,5 ... 2,0 mm vyrábame spodnú montáž motora. Do bočných políc podpery vyvŕtajte koaxiálne otvory a do nich odrežte závit M4. Namontujte držiak motora pomocou dvoch štandardných skrutiek.


5. Spodná časť rovnobežníka.
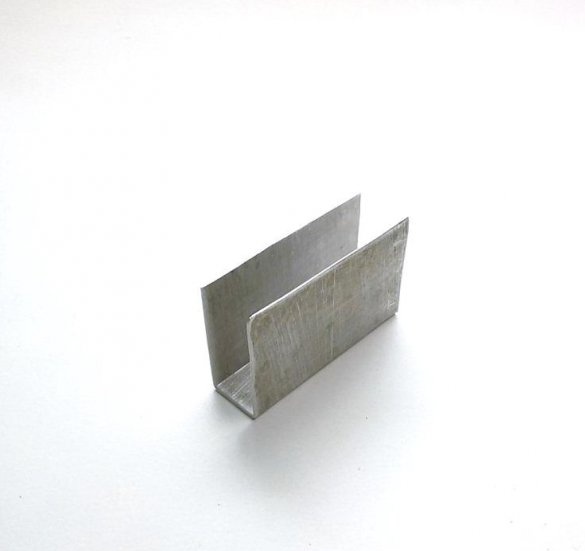
Sprístupníme spodný článok rovnobežníka z valcovaného hliníka. Napríklad v navrhovanom vyhotovení sa používa hliníkový profil v tvare písmena U (20 x 20 mm) používaný predtým na výrobu okien.
Pre spojenie spodného ramena s nosníkom motora z oceľového plechu hrúbky 1,5 mm vyrábame dva zrkadlové prechodové prvky. K pevnému profilu sú pevne spojené pomocou dvoch skrutiek (nitov).


6. Spodný článok s podporou motora
Dĺžka spodného článku je určená veľkosťou vyrábaného stola. V tejto konštrukcii je táto dĺžka (vzdialenosť medzi osami montážnych otvorov) definovaná ako 150 mm. Označte otvory na pripojenie k spodnej časti závesu a orežte profil na požadovanú veľkosť. Ak je to potrebné, na strane rezu profilu vytvárame šírku drážky pre pevné spojenie šírky so spojovacou základňou zavesenia. Vŕtame pozdĺž označovacích koaxiálnych otvorov.

Spodný článok montujeme s podporou elektromotora. Pomocou skrutiek M4 pripevníme spodný článok k držiaku motora, čím sa zabezpečí voľné otáčanie v spojení. Poloha otvoru závesu v dolnom ramene za motorom je daná maximálnym možným zväčšením dĺžky článku, čím sa zvyšuje presnosť spracovania.
7. Horné uloženie motora.
Z oceľového alebo hliníkového plechu s hrúbkou 1,5 ... 2,0 mm vyrábame horné uloženie motora. Konštrukcia dielu bude závisieť od umiestnenia upevňovacích bodov na existujúcom motore. Namontujte horný držiak motora.


8. Horný článok rovnobežníka.
Horný článok rovnobežníka je tiež vyrobený z valcovaného hliníka. Napríklad pri navrhovanom návrhu sa použil hliníkový profil v tvare písmena H (12 x 16 mm). Označte obrobok horného článku. Vzdialenosť medzi osami montážnych otvorov vyrobeného spodného ramena prenášame na obrobok horného ramena. Vyvŕtajte otvory na označenie. DÍžka obrobku horného tiahla je žiaduce zdvojnásobiť v porovnaní s pracovnou veľkosťou tiahla. Voľný koniec profilu použijeme ako rukoväť na napájanie vŕtačky, ktorá zníži silu ruky o polovicu. Na túto časť obrobku je možné vložiť kus plastovej trubice.
Vzdialenosť medzi osami montážnych otvorov a ich umiestnením na podperách motora prenášame na závesnú základňu. Inými slovami, vo vyrobenom rovnobežníku musia byť čiary spájajúce osi montážnych otvorov na úchytkách motora a základni zavesenia rovnaké a rovnobežné.
Aby sa splnila táto podmienka, pri navrhnutej konštrukcii stroja sa časť profilu vyreže na základe zavesenia (v hornej časti).

9. Zostavenie kĺbového rovnobežníka - kosoštvorca.
Zostavíme kosoštvorec, namontujeme ho na stojan a skontrolujeme fungovanie mechanizmu.
10. Kontrola presnosti mechanizmu
pravouhlosti

pre vŕtačky so zdvihom 10 mm

pri zaťažení.
