


Krbové kachle na drevo sú stále dosť bežné vo vidieckych oblastiach a na iných miestach vzdialených od plynovodov a ústredného kúrenia. Mnoho tehlových pecí je už v prevádzke, určité množstvo sa buduje, takže sú dôležité otázky týkajúce sa zlepšenia prevádzkových charakteristík jednotlivých blokov a pecí všeobecne. Jednou z najčastejšie nefunkčných častí tehlovej pece sú dvere pece alebo presnejšie jej zatvorenie. Dvere pece sú pri nakladaní guľatiny skutočne vystavené vysokým teplotám, mechanickým nárazom. Často, po krátkej dobe, vzhľadom na celú životnosť pece, sa dvere začnú zavesiť, tehly sa rozpadnú a dokonca vypadnú okolo, vzniknú veľké praskliny. Samozrejme, absolútne poľutovaniahodné prípady sú spravidla dôsledkom chýb pri ukončení zmluvy. Avšak aj bez nich tesnenie netrvá príliš dlho a vyžaduje pravidelnú opravu.
Hlavným, často používaným spôsobom upevnenia dverí pece v murive pece je vložiť do švov drôtené pletence, ktoré sa zaskrutkujú do štyroch otvorov na ráme dverí. Ako dokonalejšia možnosť - namiesto drôtov používajte lúče motocykla.
Možno stojí za zmienku o spôsobe zabezpečenia dverí pomocou moderných kovových hmoždiniek.
Ďalším pomerne jednoduchým spôsobom tesnenia je pomocou svoriek (labiek). Kovové lišty sa priskrutkujú alebo nitujú k rámu dverí, ktoré sa potom tvarujú a utesňujú do vodorovných a zvislých murovacích spojov.
Metóda na prvý pohľad je dobrá.
Tu sa oplatí pripomenúť dôležité pravidlo v pecnom priemysle - zohľadniť rozdiel v koeficientoch lineárnej expanzie materiálov pri zahrievaní. V kovoch a tehlách (koeficient) sa najviac líši a je potrebné tieto materiály separovať relatívne mäkkým ohňovzdorným tesnením. V dávnych dobách išlo o azbestovú šnúru v čistej forme alebo namočenú do tekutej hliny, teraz sa často používajú moderné žiaruvzdorné materiály - žiaruvzdorná keramická vlna a plsť.
Vráťme sa k zvieraciemu uzáveru.Ak sa samotný rám dverí dá izolovať, napríklad jeho obalením po obvode azbestovou šnúrou, nebudú kovové pásy svoriek izolované, ani namaľujú hlinenú maltu zo spojov.

Ako druh variácie sú k rámu dverí pripevnené kovové prvky, ktoré však nie sú pripevnené k švom, ale dvere držia tehly. Už oveľa lepšie - môžete položiť žiaruvzdornú lepenku a zbaviť sa prasklín v budúcnosti. Pevnosť pečate je tiež dobrá. Veľká plocha „držania“ vám umožňuje slobodnejšie spracovať palivové drevo a poker. Pokiaľ ide o materiály, nie je to vôbec drahé, zložité a ekonomické.
Pre kachle vyrobené z jednoduchých ílových tehál nie je viac potrebné, ale v moderných verziách tehlových pecí s pecou obloženou žiaruvzdornými tehlami nie je táto metóda dostatočne dobrá.
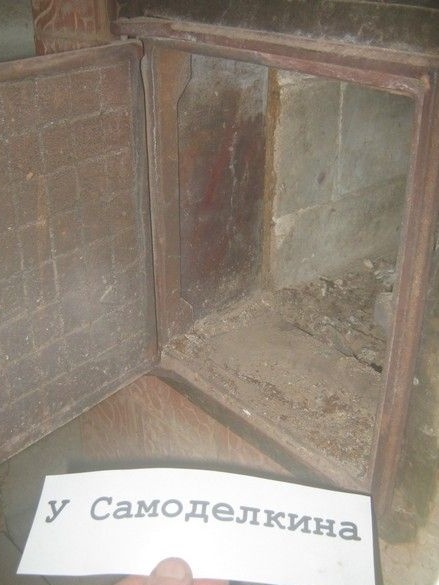
Obložením kúreniska šamotom výrazne zvyšujeme jeho zdroje, ale zatváraním dvierok pece podľa tejto metódy sa ponecháva niekoľko miest, kde vysoké teploty ovplyvňujú hlinené tehly. Na fotografii vyššie sú konce muriva, po stranách dverí, na hornom a dolnom okraji.

Posledná pečať, po piatich rokoch prevádzky, preukázala dobrú spoľahlivosť - dvere sa vôbec netriasli, stáli zakorenené na mieste, ale hlinené tehly zvnútra boli zničené zhora a bolo potrebné ich vymeniť, zatiaľ čo zvyšok ohniska, chránený šamotovou šamotovou tehlou, sa nosil samozrejme, ale dobre.

To znamená, že je potrebné všetko, to isté, ale s tlapkami po obvode. Niečo také.

Metóda je z hľadiska materiálov trochu zbytočná, je však veľmi spoľahlivá a dá sa odporučiť na použitie. Budeme to posudzovať podrobnejšie. So.
Čo je potrebné.
Nástroje.
Najbežnejšia sada zámočníckych nástrojov, malý rezací stroj (brúska) s brúsnymi kotúčmi, tenký na rezanie, najmenej jeden hrubý na odizolovanie. Ochranné okuliare alebo lepšie - štít pre celý ... pre celú tvár. Ak nechceme počúvať Beethovena nie pomocou načúvacích pomôcok do veku osemdesiatich rokov, pridáme k tomu ochranné slúchadlá alebo ušné chrániče sluchu - pri sťahovaní pomocou písacieho stroja je rachot a zvonenie celkom dobré. Niečo ako návod na vŕtanie. Použil sa aj malý zvárací invertor s príslušenstvom a tenké (2 mm) elektródy. Snažil som sa MR-3, SSSI dobre fungovať, určite môžete byť špeciálne pre nehrdzavejúcu oceľ, ak nie ľúto. V prvom výrobnom variante, kde je to iba flexibilné, je možné upustiť od zvárania. Áno, okrem obvyklého značkovacieho nástroja by bolo pekné mať veľký štvorec so stranou, ktorá je tak vzdialená pol metra. Tým sa výrazne zvýši presnosť rozloženia.
Materiálov.
Vhodná veľkosť, kus z nehrdzavejúcej ocele. Je veľmi žiaduce, aby bol tepelne odolný. Nesmie sa zamieňať s „žiaruvzdorným“ (odolnosťou proti vodnému kameňu). Jediným obdobím v sieti bolo video podobného dizajnu, v ktorom autor použil žiaruvzdornú nehrdzavejúcu oceľ, veľmi malú hrúbku, niečo okolo 0,5 ... 0,75 mm. V tomto prípade je zrejmé, že flexibilný je iba výrobný postup, pokiaľ nemáte špeciálne nástroje na zváranie tenkej nehrdzavejúcej ocele.
V autorovej verzii bola použitá nehrdzavejúca oceľ neznámeho (a ťažko tepelne odolného) stupňa s hrúbkou 1,5 mm. Nie zámerne, čo to bolo. Prax však preukázala dostatočne vysokú odolnosť materiálu. Trocha nadmerná hrúbka však umožňuje použitie konvenčného ručného zvárania elektrickým oblúkom.
Spojovací materiál - štandardné skrutky alebo skrutky M5 s maticami. Možno je lepšie zvoliť si masívne hlavy, aby dlhšie nehoreli.
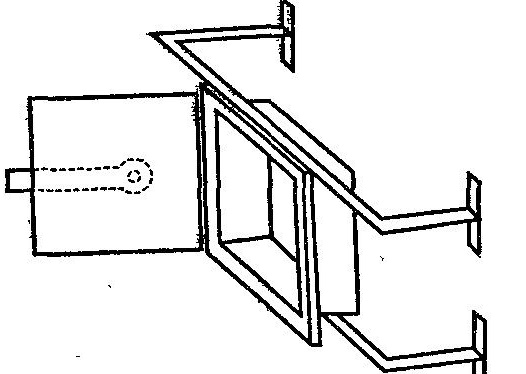
Montážna skrinka bola vyrobená dvoma spôsobmi.
prvý - bolo urobené všeobecné zametanie aohýbaním, ukázalo sa, že je to druh škatule bez dna a veka. Okvetné lístky kolmé na steny škatule sa ohýbajú. Nainštalovali sa dvere, otvory sa označili a vyvŕtali. Dvere boli pripevnené zubami a to je všetko.
Označovanie a rezanie obrobku.
Tu je potrebné povedať, že na získanie malého polomeru ohybu pri takomto hrubom materiáli je potrebná určitá príprava ohybového bodu.Prípravok spočíva v odrezaní materiálu pozdĺž línie ohybu, asi troch štvrtinách hrúbky a orezaní - čím sa rezu získa profil tvaru V. S uhlom 90 alebo mierne väčším pri základni. Jediným nástrojom viac-menej vhodným na tento účel je rezací stroj (brúska). Pokiaľ ide o môj vkus, oplatí sa využiť možnosť s menším výkonom a menším priemerom kruhu.
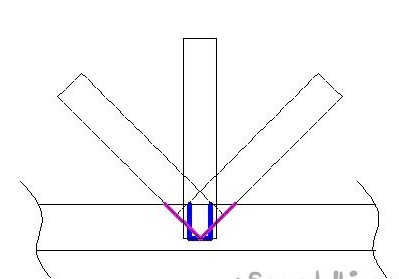
Musíte sa správať takto. Prvý rez je kolmý na povrch materiálu do požadovanej hĺbky pozdĺž vyznačovacej čiary. Je dosť ťažké to urobiť prvýkrát. Je lepšie urobiť rez nie okamžite do plnej hĺbky, ale v niekoľkých priechodoch, takže je menšia pravdepodobnosť prerezania a vyrovná sa rovnomernejšie. Najťažšie je urobiť úplne prvú drážku. Spravidla sa mi zdá lepšie, čím menej zodpovedná časť - pri práci sa oplatí trochu oslobodiť plecia a paže a príliš malý význam neprikladať možným malým nedostatkom.
Po prvom výreze sa pozdĺž vodiaceho nástroja urobia ďalšie dva priechody, pričom nástroj sa zakaždým otočí o 45 stupňov vzhľadom na hlavný. Približne, samozrejme, ale o niečo lepšie. Toto už nie je ťažké, stačí sa otočiť alebo otočiť k obrobku tak, aby drážka bola sprava doľava a nie zhora nadol. Ukazuje sa, že je plynulejší. Bulharský odpočúva inak.

Potom sa ohnite tak, že rez je vo vnútri. Nie je potrebné používať žiadne zarážky ani vodiace lišty, ohyb bude stále narastať na miesto minimálnej hrúbky, ako videli.

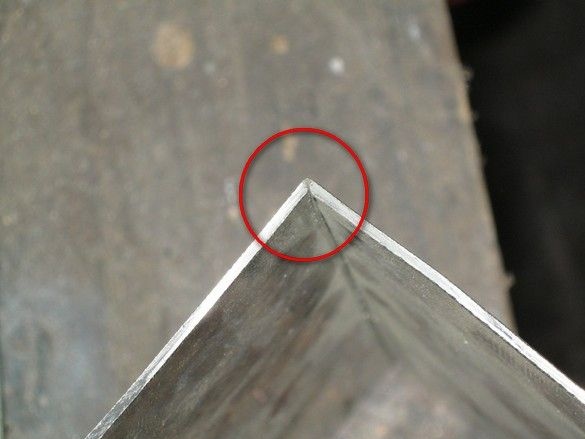
Hĺbka prvého rezu by v ideálnom prípade mala byť taká, aby obrobok na hotovom výbruse bol ohnutý, s určitým slušným úsilím, ale rukami. V tomto prípade bude vonkajší povrch záhybu mierne matný, ale bez nápadných trhlín.

Forma bola rezaná, ideálne by mala viesť k úplnému uzavretiu stien na hotovom ohybe.
Výrezy boli vyrezané, rezy boli vykonané na správnych miestach, skrz a pre ohyby. Tu musíte byť opatrní a plne si predstaviť hotový výrobok - niekoľko záhybov (ich rezanie) sa nachádza na opačnej strane.

Po rozruchovaní s výrezmi sa v niekoľkých pohyboch ohýba skrinka s okvetnými lístkami.

Vyskúšame na dverách, označíme diery, vŕtame, pripevníme. Odrezali sme prebytok od vlákna. Pripevňuje sa pomocou skrutky a matice. M5. Stoporov a puk sa nepoužívajú, ale v prípade pochybností môžete nakloniť stred rezu.
Teraz zvárame rohy z malých kúskov. Na prednej strane je inak dizajn nedokončený. Kusy s pravým uhlom sa jednoducho pripevnia na správne miesto, najmenej o niečo viac, ako je potrebné a zváranie sa upevní niekoľkými bodmi. Potom sa prebytok odreže. Zvary sa čistia. Ostré hrany sú tupé.


Tlapky na boku ohniska sú trochu veľké, s menšími sa dá dostať.
Rovnaké ukončenie po 3,5 roku prevádzky v tehlovej saunovej peci. Na spodnej polici popola zvážte stranu. Je trochu mierka, nie sú tam žiadne viditeľné deformácie a ohyby, hlavy skrutiek nie sú na fotografii viditeľné, ale odvážim sa ich ubezpečiť aj vo veľmi dobrom stave. Vonkajšie murivo nemá ničenie, najmä obloženie. Všeobecne je stav vynikajúci a vzhľadom na oveľa intenzívnejšie zahrievanie kúpeľňových kachlí v porovnaní s ohrievaním je úplne vynikajúci. Možno to uľahčila značná hrúbka materiálu a celková tuhosť štruktúry.
Vloženie, napriek vysokým nákladom v porovnaní s bežnými metódami, je zázrak rovnako dobrý, ale spôsob výroby krabice s tlapkami, flexibilný, nie je príliš presný. Podľa definície. Je ťažké brať do úvahy milimeter, všetok vývoj obrobku počas ohybu, v dôsledku čoho sa dvere nezmestia alebo sú medzery príliš veľké. Môžete ich naplniť rovnakou žiaruvzdornou plsťou, ale nie je tomu tak.
Druhá výrobná možnosť. Zváraním.

Inokedy som sa rozhodol skúsiť to. Hlavná krabica bola vyrobená z dvoch častí v tvare L.
Po vyskúšaní orežte hrany na veľkosť a privarte. Tu sa nevyžaduje špeciálna tesnosť - v bodkách, cez centimeter a pol. Potom vyčistite všetok prebytok vo švíkoch.

Podobným spôsobom sa zvárajú labky.


Po odizolovaní je možné murivo na mieste obsluhy po zabalení predtým mäkkého žiaruvzdorného materiálu. Na fotografii nižšie sa používa čadičová prešívaná rohož s hrúbkou 10 mm.

Táto metóda sa napriek trochu väčšej zložitosti páčila viac. Dvere sedí omnoho pevnejšie, počas výrobného procesu sa vyskytuje podstatne menej úzkosti - dvere sa na konci zmestia / nezapadnú. Navyše, pre návrh, môžete použiť menšie kúsky materiálu, čo je niekedy veľmi pohodlné.
Zatiaľ nie sú žiadne skúsenosti s prevádzkou pečate tohto typu výroby - pec nie je ešte dokončená, nie sú však ani žiadne dôvody na to pochybovať.
