
Etapy výroby rakvy:
- Hlavné druhy výrobkov
- Potrebné vybavenie
- Materiály na výrobu papierového mâché
- Navíjanie a lepenie polovýrobkov tela
- Tlakové testovanie a sušenie
- Varenie obrobku
- podania
- Hardvérové vybavenie
- Vyraďovanie tuleňov
Materiály na výrobu papierového mâché
1. Kartón (najlepšie viazaný). Malo by byť čisté, bez lepidla a impregnácie. V remeselnej výrobe sa používa kartón Balakhna, ako ten, ktorý najviac spĺňa všetky požiadavky.
2. Škrobová pasta v želé konzistencii. Varí sa bezprostredne pred prácou.
3. Sušiaci olej (ľanový olej).
4. Na výrobu príslušenstva použite:
a) mosadzný plech s prierezom 0,5 - 0,7 mm;
b) oceľová tyč (drôt) s prierezom 1,5 - 2 mm.
Proces vytvárania tela skrinky sa začína výrobou základne - dreveného trámu, tzv. Jeho veľkosť je určená veľkosťou „vinutia“ - budúcej slepej vzorky zamýšľaného produktu. Dĺžka "bloku" je obmedzená veľkosťou lisu a prierez zodpovedá vnútornej veľkosti produktu. Vyrába sa zo suchého masívneho dreva, najlepšie z tvrdého dreva (breza alebo buk). Jeho povrch by mal byť hladký, bez drážok. Pripravená „hlavica“ je naolejovaná tak, aby nenapučala zo surového „vinutia“. Po krimpovaní by sa mal uvoľniť.
Okrem „blokovej hlavy“ potrebujeme tiež zabudované časti - „líca“, ktoré naň komprimujú vinutie. Šírka zapustených „líc“ je väčšia ako šírka úseku „blokovej hlavy“ o dve hrúbky steny budúcej budovy. Najlepším materiálom pre "líca" je drevotrieska. Má tuhosť, poskytuje potrebné zlisovanie, pričom nie je zdeformovaný. Na rovnomerné krimpovanie obrobku musíte mať štyri „líce“ - dve hypotéky s presnou veľkosťou, ktorá berie do úvahy hrúbku obrobku, a dva nákladné listy, ktoré sa ovíjajú okolo vaku (pozri obr. 3).
Pre okrúhle prírezy sa na sústruhu vyrába „hlupák“. V extrémnych prípadoch sa môžu použiť fľaše alebo poháre, ktoré sú vhodné pre dané parametre.
Oválne a iné mäkké formy „prsia“ sa podľa vzoru vykonávajú tesárskym spôsobom.
Výroba okrúhlych a oválnych tvarov sa tiež vykonáva navinutím niekoľkých vrstiev kartónu na prírez, ako aj na obdĺžnikové prírezy, krimpovanie sa vykonáva iba gumovou páskou alebo prúžkom so zatiahnuteľným závitom na otočenie (obr. 5, a). Obrobok je držaný 15 až 30 minút v zvierke a potom je uvoľnený a odstránený z hlavy hlavy. Ďalšie sušenie a ďalšie.
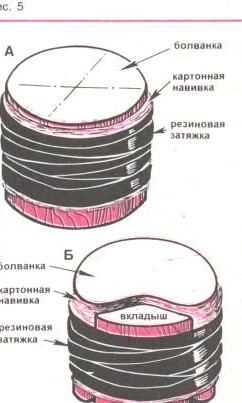
Pri výrobe zložitých tvarov s vydutými povrchmi sa používajú podložky, t.j. drevená vložka, vyrovnávajúca tlak vinutia (obr. 5, b).
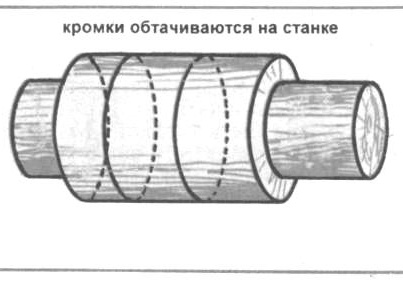
Okrúhle tvary sú ukončené na sústruhu (obr. 6). Najskôr zbrúsite ozdobný kryt (puzdro), potom zalepte dna a obráťte obrobok na požadovaný tvar.